წყლის ნაკადის სტანდარტული ობიექტი LJS ტიპი წყლის ნაკადის სტანდარტული ობიექტი სტატიკური გრავიმეტრიული მეთოდი + სტატიკური მოცულობითი მეთოდი + მთავარი მრიცხველის მეთოდი
1. აღწერა
LJS ტიპის წყლის ნაკადის სტანდარტის ობიექტი (შემდგომში - ობიექტი) არის სპეციალიზებული საზომი ინსტრუმენტი, რომელიც საჭიროა ეროვნული მეტროლოგიური დამოწმების რეგულაციებით. იგი იყენებს მაღალი სიზუსტის ელექტრონულ სასწორებს (პირველადი სტანდარტი), სტანდარტულ ლითონის საზომებს (პირველადი სტანდარტი) და სტანდარტულ ნაკადის მრიცხველებს (მეორადი სტანდარტი) როგორც საცნობარო ინსტრუმენტებს. სუფთა წყლის გამოყენებით, როგორც კალიბრაციის საშუალება და შესაბამისი ეროვნული დამოწმების რეგულაციებისა და ტესტირებადი მრიცხველის (MUT) კალიბრაციის მოთხოვნების საფუძველზე, ის მუდმივად ამოწმებს, კალიბრებს და ამოწმებს MUT ნაკადის მრიცხველებს იმავე დროის ინტერვალებში. ის ფართოდ გამოიყენება ეროვნული მეტროლოგიის ტექნიკური ზედამხედველობის დეპარტამენტების მიერ ინსტრუმენტების პირველადი და პერიოდული დამოწმებისთვის, ასევე სასამართლო და სამოქალაქო არბიტრაჟისთვის. ის ასევე ემსახურება როგორც შიდა აღსრულების სტანდარტს ისეთ ინდუსტრიებში, როგორიცაა ნავთობი და ქიმიური და გამოიყენება ინტელექტუალური ნაკადის გაზომვის ტესტირებისთვის სამეცნიერო კვლევაში, მეტროლოგიის ტექნიკურ ზედამხედველობასა და ნაკადის მრიცხველების წარმოებაში, რაც გთავაზობთ ფართო სტანდარტიზაციას და გამოყენებადობას. კალიბრაციის სამუშაოების დროს მნიშვნელობის გადაცემის სიზუსტის უზრუნველსაყოფად და პერსონალის პროფესიული მეტროლოგიური დამოწმების ცოდნის გასაუმჯობესებლად, ეს სასწავლო გეგმა სპეციალურად არის შემუშავებული. ობიექტის კალიბრაციის სამუშაოებში ჩართული პერსონალისგან მოსალოდნელია, რომ ისინი სერიოზულად მოეკიდებიან ამ კურსს, აქტიურად შეისწავლიან მას და ოსტატურად დაეუფლებიან მას.
დაწესებულება აერთიანებს კალიბრაციის რამდენიმე მეთოდს: სტატიკური გრავიმეტრიული მეთოდი, სტატიკური მოცულობითი მეთოდი და მთავარი მრიცხველის მეთოდი. ეს მრავალმეთოდიანი დამატებითი მიდგომა აუმჯობესებს დაწესებულების კალიბრაციის ეფექტურობას და ინტელექტის დონეს, რაც საშუალებას იძლევა სტანდარტული ნაკადის მრიცხველების ონლაინ კალიბრაციის ან ვერიფიკაციის, ასევე სხვადასხვა წყლის ნაკადის მრიცხველების კალიბრაციის ან ვერიფიკაციის.
სტატიკური გრავიმეტრიული მეთოდი იყენებს მაღალი სიზუსტის ელექტრონულ სასწორს, როგორც საორიენტაციოს. ის განსაზღვრავს ნაკადის სიჩქარეს აწონვის კონტეინერში ჩამავალი სითხის მთლიანი მასის განსაზღვრული დროის ინტერვალში აწონვით და მისი MUT-დან გამოთვლილ მასის ნაკადთან შედარებით, რითაც განისაზღვრება MUT-ის სიზუსტე და განმეორებადობა. ელექტრონული სასწორები გვთავაზობენ მაღალ სიზუსტეს; ამ მეთოდს შეუძლია მიაღწიოს ±0.05%-იან სიზუსტეს და გამოირჩევა ისეთი უპირატესობებით, როგორიცაა მუდმივი წნევის ნაკადის წყარო, სტაბილური ნაკადი და გაზომვის მაღალი სიზუსტე.
სტატიკური მოცულობითი მეთოდი იყენებს ლითონის სტანდარტულ საზომს, როგორც საცნობარო საშუალებას. სტატიკური გრავიმეტრიული მეთოდისგან განსხვავებით, მას ასევე ახასიათებს მუდმივი წნევის ნაკადის წყარო, სტაბილური ნაკადი და მაღალი გაზომვის სიზუსტე. თუმცა, დიდი ნაკადის აღმოსაჩენად, სტატიკური მოცულობითი მეთოდი მოითხოვს ლითონის რამდენიმე სტანდარტული საზომის კომბინაციას. სტანდარტული ლითონის საზომების დამზადება შედარებით რთულია, კალიბრაციის დრო უფრო ხანგრძლივია, ხოლო მაქსიმალური მიღწევადი სიზუსტე ±0.1%-ია.

მთავარი მრიცხველის მეთოდი MUT-ის შესამოწმებლად საცნობარო ინსტრუმენტად იყენებს მაღალი სიზუსტის ნაკადის მრიცხველს. ხშირად გამოყენებული მაღალი სიზუსტის ნაკადის მრიცხველებით შესაძლებელია დაახლოებით ±0.2%-იანი გაზომვის სიზუსტის მიღწევა. ზოგადი მომუშავე ნაკადის მრიცხველების კალიბრაციისთვის, ეს დამოწმების მეთოდი შედარებით მარტივი, მოსახერხებელი და ეკონომიურია.
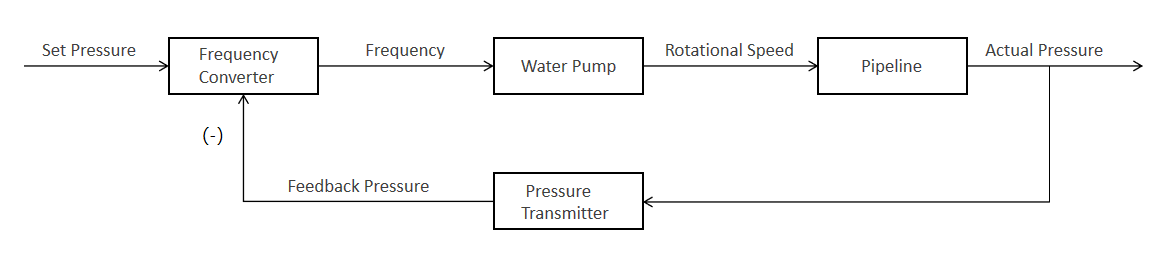
ობიექტის წნევის სტაბილიზაციის მეთოდი აერთიანებს სტაბილიზატორის ჭურჭელს და ცვლადი სიხშირის ძრავის (VFD) რეგულირებას. ტუმბოს სიჩქარის რეგულირებისთვის VFD სიჩქარის კონტროლით, კალიბრაციის საშუალების გამომავალი ნაკადი სტაბილიზდება. სტაბილიზატორის ჭურჭლის მიერ შემდგომი სტაბილიზაცია აკონტროლებს ნაკადის წნევის რყევებს 0.2%-ის ფარგლებში. სისტემის ნაკადის რეგულირება აერთიანებს მარეგულირებელ სარქველებს და ტუმბოს ძრავის VFD კონტროლს, აკმაყოფილებს ნაკადის რეგულირების მოთხოვნებს სხვადასხვა მილის დიამეტრისთვის და ამავდროულად ამცირებს სისტემის ენერგიის მოხმარებას.
მთელი ობიექტი კონტროლდება კომპიუტერული ავტომატიზაციით, რომელსაც თან ახლავს ხელით მართვა. ის საშუალებას იძლევა მთელი ობიექტის ავტომატური კონტროლისა და მონაცემების მიღების, როგორიცაა ელექტრონული სასწორის ჩვენებები, სტანდარტული საზომი ჩვენებები, სტანდარტული ნაკადის მრიცხველის ჩვენებები, MUT ჩვენებები, გადამისამართების კონტროლი, წნევის გადამცემი, ტემპერატურის გადამცემი, ნაკადის მარეგულირებელი სარქველი და VFD კონტროლი და მონაცემთა მიღება. მას შეუძლია ავტომატურად შეასრულოს ერთწერტილიანი, სამწერტილიანი, ხუთწერტილიანი და მრავალწერტილიანი კალიბრაცია, ავტომატური მონაცემთა შენახვის, მოთხოვნის, კალიბრაციის შედეგების ბეჭდვისა და კალიბრაციის სერტიფიკატების ფუნქციებით. წნევის სტაბილიზაციის მეთოდი იყენებს VFD რეგულირებისა და ჭურჭლის სტაბილიზაციის მეთოდებს ნაკადის დიაპაზონის მიხედვით. სისტემის ნაკადის რეგულირება აერთიანებს ელექტრო მარეგულირებელ სარქველებს და ტუმბოს ძრავის VFD კონტროლს, რაც აკმაყოფილებს ნაკადის რეგულირების საჭიროებებს სხვადასხვა დიამეტრისთვის და ამცირებს სისტემის ენერგიის მოხმარებას.
მომხმარებლებს შეუძლიათ აირჩიონ კონკრეტული კალიბრაციის მეთოდი დასაკალიბრებელი მრიცხველის ტიპის, ადგილმდებარეობის შეზღუდვების, ეკონომიკური პირობების და ა.შ. მიხედვით, ან გააერთიანონ რამდენიმე მეთოდი შესაბამისი სტანდარტული ობიექტის ასაშენებლად.
ობიექტის დიზაინი შეესაბამება ეროვნულ მეტროლოგიურ სტანდარტებს, რეგულაციებსა და სპეციფიკაციებს:
● JJG 164-2000 სითხის ნაკადის სტანდარტული ობიექტი
● JJG 643-2024 მთავარი მრიცხველის მეთოდის ნაკადის სტანდარტული ობიექტი
● JJG 162-2019 ცივი სასმელი წყლის მრიცხველები
● JJG 257-2007 მცურავი ნაკადის მრიცხველები
● JJG 640-2016 დიფერენციალური წნევის ნაკადის მრიცხველები
●JJG 667-2010 სითხის დადებითი გადაადგილების ნაკადის მრიცხველები
● JJG 1029-2007 ვორტექსის ნაკადის მრიცხველები
●JJG 1030-2007 ულტრაბგერითი ნაკადის მრიცხველები
● JJG 1033-2007 ელექტრომაგნიტური ნაკადის მრიცხველები
● JJG 1037-2008 ტურბინის ნაკადის მრიცხველები
● JJG 1038-2008 კორიოლისის მასის ნაკადის მრიცხველები
2. ძირითადი შინაარსი
2.1 ძირითადი ტექნიკური პარამეტრები
2.1.1კალიბრაციის მეთოდები: სტატიკური გრავიმეტრიული მეთოდი + სტატიკური მოცულობითი მეთოდი + მთავარი საზომი მეთოდი.
2.1.2ობიექტის გაფართოებული გაურკვევლობა:
* სტატიკური გრავიმეტრიული მეთოდი: 0.05% (*k*=2) ელექტრონული მასშტაბის ვერიფიკაციის მასშტაბის ინტერვალი e=1/6000;
* სტატიკური მოცულობითი მეთოდი: 0.2% (*k*=2) სტანდარტული სამუშაო საზომის მაქსიმალური დასაშვები შეცდომა: ≤±0.5×10⁻³; თუ გამოიყენება II კლასის სტანდარტული ლითონის საზომები, სტატიკური მოცულობითი მეთოდი შეიძლება იყოს 0.15% (*k*=2);
* მთავარი მრიცხველის მეთოდი: 0.3% (*k*=2) სტანდარტული ნაკადის მრიცხველის გაურკვევლობა 0.2% (*k*=2).
2.1.3ნაკადის სტაბილურობა: ≤0.2%.
2.1.4ნაკადის დიაპაზონი: (0.02 ~ 5000) მ³/სთ (ან მომხმარებლის მიერ მითითებული ნაკადის დიაპაზონი).
2.1.5MUT სპეციფიკაციები: დიამეტრი DN4 ~ DN600 (ან მომხმარებლის მიერ მითითებული დიამეტრი).
2.1.6კალიბრაციის სატესტო სადგურები: შესაძლებელია მრავალი ჯგუფის დაყენება პარალელურად განლაგებული კალიბრაციის სატესტო მილსადენებით. სტანდარტული კალიბრაციის სადგურის დიამეტრია DN25, DN50, DN80, DN100, DN150, DN200, DN300, DN400, DN500, DN600. სხვა სპეციფიკაციების ნაკადის მრიცხველების კალიბრაცია შესაძლებელია მილების შეცვლით.
2.1.7MUT-ების ტიპები: ტურბინის ნაკადის მრიცხველები, ვორტექსური ნაკადის მრიცხველები, ელექტრომაგნიტური ნაკადის მრიცხველები, ულტრაბგერითი ნაკადის მრიცხველები, სიჩქარის ნაკადის მრიცხველები, დიფერენციალური წნევის ნაკადის მრიცხველები, სითხის დადებითი გადაადგილების ნაკადის მრიცხველები, კორიოლისის მასის ნაკადის მრიცხველები და ა.შ.
2.1.8MUT სიგნალები: იმპულსური (სიხშირული) სიგნალი, დენის (4~20)mA, RS485 ციფრული კომუნიკაცია, სიგნალის არარსებობა (პირდაპირი წაკითხვა) და ა.შ.
2.1.9კალიბრაციის საშუალება: სუფთა წყალი.
2.1.10სამუშაო წნევა: (0.2 ~ 1.0) MPa (მომხმარებლის მოთხოვნების შესაბამისად).
2.1.11მოწოდებული კვების წყარო: DC (5V, 12V, 24V)/1A, AC220V/10A.
2.1.12კონტროლის მეთოდი:
კალიბრაციის დროს ობიექტი მუშაობს ავტომატური მართვის ქვეშ. აუცილებელი ხელით ოპერაციების შემდეგ (MUT-ის მონტაჟი, ხელით სარქველების გახსნა/დახურვა), დარჩენილი კალიბრაციის ამოცანები ავტომატურად სრულდება კომპიუტერული მართვის საშუალებით.
2.1.13ობიექტის მასალები:
სატესტო გარემოსთან შეხებაში მყოფი ნაწილები დამზადებულია 304 უჟანგავი ფოლადისგან. სხვა კომპონენტები დამზადებულია შეღებილი საფარით ნახშირბადოვანი ფოლადისგან.
2.1.14ლაბორატორიული სივრცე (მომხმარებლის მიერ მოწოდებული):
მთელი ობიექტი გონივრულად არის დაგეგმარებული სივრცის დაზოგვისა და ლაბორატორიის მოთხოვნების დასაკმაყოფილებლად.
2.1.15ობიექტის მიღება:
მთელი ობიექტის საბოლოო მიღებას ახორციელებს მომხმარებლის მიერ დანიშნული ეროვნული საკანონმდებლო მეტროლოგიის ინსტიტუტი. ისინი ჩაატარებენ შემოწმებას, შეფასებას და გასცემენ ვერიფიკაციის/კალიბრაციის ანგარიშს (სერტიფიკატს). ეს ანგარიში (სერტიფიკატი) წარმოადგენს მიღების მთავარ დოკუმენტს.
ობიექტში არსებული სხვა საზომი ერთეულები, მათ შორის ელექტრონული სასწორები, სტანდარტული ლითონის საზომები, სტანდარტული ნაკადის მრიცხველები, წნევის გადამცემები, ტემპერატურის გადამცემები, ტაიმერები და ა.შ., უზრუნველყოფილი იქნება შემოწმების/კალიბრაციის ანგარიშებით (სერტიფიკატებით), რომლებიც გაცემული იქნება პროვინციული საკანონმდებლო მეტროლოგიური ინსტიტუტების მიერ შემოწმების შემდეგ.

2.2 მუშაობის პრინციპი
კალიბრაციისთვის სტატიკური გრავიმეტრიული მეთოდის გამოყენებისას, ელექტრონული შკალა წარმოადგენს საცნობარო ნიშნულს. იმავე დადგენილ დროის ინტერვალში, MUT-ში გამავალი კალიბრაციის საშუალების მასა შედარებულია ელექტრონული შკალით გაზომილ მასასთან (ან დაყენებული დროიდან გამოთვლილ მასის ნაკადთან), რაც განსაზღვრავს MUT-ის სიზუსტეს და განმეორებადობას.
ნაკადის მრიცხველის კალიბრაციისთვის სტატიკური მოცულობითი მეთოდის გამოყენებისას, MUT და სტანდარტული სამუშაო საზომი სინქრონულად მუშაობენ. იმავე დადგენილ დროის ინტერვალში, MUT-ში გამავალი მოცულობითი ნაკადი (ან დადგენილი დროიდან გამოთვლილი კუმულაციური მოცულობა) შედარებულია სტანდარტულ სამუშაო საზომში სტატიკურად გაზომილ მოცულობასთან, რაც განსაზღვრავს MUT-ის მეტროლოგიურ სიზუსტეს და განმეორებადობას.
კალიბრაციისთვის მთავარი მრიცხველის მეთოდის გამოყენებისას, კალიბრაციის საშუალება უწყვეტად მიედინება როგორც MUT-ში, ასევე მთავარ მრიცხველში. მთავარი მრიცხველი ემსახურება როგორც საცნობარო ნიმუშს, რომელიც მეტროლოგიური შედარებისთვის მიმდევრობით არის დაკავშირებული MUT-თან და განსაზღვრავს MUT-ის სიზუსტეს და განმეორებადობას.
2.3 პროცესის ნაკადი
სატესტო საშუალება წყლის ავზიდან ტუმბოს ჯგუფის, სტაბილიზატორის ჭურჭლის, ჰაერის გამწმენდის/ფილტრის, კალიბრაციის პროცესის მილსადენების, სტანდარტული ნაკადის მრიცხველის ჯგუფის, ნაკადის მარეგულირებელი სარქვლის ჯგუფის და გადამრთველის გავლით აწონვის კონტეინერში გაედინება. ელექტრონული სასწორით (ან სტანდარტული ლითონის საზომით) აწონვის შემდეგ, ის წყლის ავზში ბრუნდება. სისტემის ნაკადი განისაზღვრება აწონვის კონტეინერში ჩამავალი სითხის აწონვით (ან სტანდარტული ლითონის საზომის ტევადობის გაზომვით).
დაამონტაჟეთ MUT შესაბამის სატესტო მილსადენზე. ჩართეთ შესაბამისი ცირკულირებადი წყლის შესანახი და წნევის სტაბილიზაციის სისტემა. დაარეგულირეთ მარეგულირებელი სარქვლის გახსნა, საშუალების ნაკადის სიჩქარე და მილსადენის წნევა საჭირო კალიბრაციის ნაკადის სიჩქარის მისაღწევად და სტაბილიზაციისთვის. სატესტო საშუალება მიედინება MUT-სა და ნაკადის სამუშაო სტანდარტში (ელექტრონული სასწორი, სტანდარტული ლითონის საზომი, სტანდარტული ნაკადის მრიცხველი). სინქრონულად მართეთ MUT და ნაკადის სამუშაო სტანდარტი, შეადარეთ მათი გამომავალი ნაკადის მნიშვნელობები MUT-ის მეტროლოგიური სიზუსტისა და განმეორებადობის დასადგენად. სინქრონულად შეგროვებული სტანდარტული მნიშვნელობები და MUT მნიშვნელობები შედის კომპიუტერულ სისტემაში მონაცემთა დამუშავებისთვის. სხვადასხვა კალიბრაციის მეთოდების საფუძველზე, კონტროლის პროცესი საჭიროებისამებრ გამოსცემს სხვადასხვა საკონტროლო სიგნალებს, რათა სატესტო საშუალება სხვა სატესტო წერტილის ნაკადის სიჩქარემდე მიიყვანოთ. გაიმეორეთ ზემოთ მოცემული ოპერაცია მანამ, სანამ ყველა ნაკადის წერტილი არ დაკალიბრდება. დაბოლოს, გამოთვალეთ კალიბრაციის შედეგები ვერიფიკაციის რეგულაციების საფუძველზე, შეინახეთ ისინი და დაბეჭდეთ ანგარიშები და სერტიფიკატები.
2.4 ობიექტის შემადგენლობა
2.4.1ცირკულირებადი წყლის შენახვისა და სტაბილიზაციის სისტემა
შედგება წყლის ავზის, ტუმბოს(ების), ვოლფუტერული დიფუზური სისტემის, სტაბილიზატორის ჭურჭლის, ჰაერის გამომყოფი/ფილტრის, შემაერთებელი მილების, მექანიკური ჩამკეტი სარქველების, საკონტროლო სარქველების, მოქნილი შემაერთებლების და ა.შ.გან დაამზადებს.
ა. ელექტრო ტუმბოები
შერჩეულია ენერგოეფექტური, დაბალი ვიბრაციისა და დაბალი ხმაურის მქონე ცენტრიდანული ტუმბოები. ისინი სრულად ფარავენ ობიექტის კალიბრაციის მილსადენებისთვის მოთხოვნილ ნაკადის დიაპაზონს და განასახიერებენ ენერგოეფექტურობისა და ოპტიმალური ეკონომიის პრინციპებს ნაკადის რეგულირების დაკმაყოფილების წინაპირობით. შესაძლებელია მრავალი ტუმბოს გამოყენება ერთად ან ერთი ტუმბოს დამოუკიდებლად მართვა VFD-ით, კალიბრაციის მილსადენების ნაკადის დიაპაზონის დასაკმაყოფილებლად.
ტუმბოს წნევა გონივრულად შეირჩევა მილსადენის გამოთვლილი ხახუნისა და ტუმბოს გამოსასვლელიდან მილსადენის გამოსასვლელამდე ლოკალური დანაკარგების, ასევე ავზის ზედაპირიდან გადამრთველი საქშენისა და დაბრუნების მილის სიმაღლეზე, ტუმბოს შეწოვის დანაკარგებსა და კალიბრაციისთვის საჭირო სამუშაო წნევის მოთხოვნებზე დაყრდნობით. ტუმბოს ნაკადის ეფექტურობა იყენებს შუალედურ მნიშვნელობებს.
ტუმბოები შექმნილია და დამზადებულია თანამედროვე ოპტიმალური ჰიდრავლიკური მოდელების გამოყენებით, სპირალური კორპუსებით, ჰორიზონტალური შეწოვით, ვერტიკალური გამონადენით და იგივე შესასვლელი/გამოსასვლელი დიამეტრით. ძრავის პირდაპირი შეერთება უზრუნველყოფს კონცენტრულ ლილვებს, სტაბილურ და საიმედო მუშაობას, უზრუნველყოფს ტუმბოს გამოსასვლელში სტაბილურ წნევას მინიმალური წნევისა და ნაკადის რყევებით, რაც აადვილებს კონტროლსა და რეგულირებას.
ტუმბოს მონტაჟის დროს გამოიყენება ვიბრაციის შემცირებისა და იზოლაციის ზომები. ვიბრაციის ეფექტურად შესამცირებლად ტუმბოს შესასვლელთან/გამოსასვლელთან დამონტაჟებულია მოქნილი შემაერთებლები. გამოსასვლელ მილებზე დამონტაჟებულია ნელა დახურვის საკონტროლო სარქველები უკუდინების თავიდან ასაცილებლად, ხოლო წნევის შემცირების ზომები წყლის დარტყმის თავიდან ასაცილებლად. ძრავები ენერგოეფექტურად მუშაობენ ჭარბი დენის/გადატვირთვისგან დაცვით. დადებითი შემწოვი წნევა გამოიყენება ჰაერის შეკავებისა და დატუმბვის პრობლემების თავიდან ასაცილებლად.
B. სტაბილიზატორის ჭურჭელი
ობიექტის წნევის სტაბილიზაციის მეთოდია ჭურჭლის სტაბილიზაცია + VFD რეგულირება, რომელიც გამოიყენება ნაკადისა და წნევის რყევების შესამცირებლად დეტექციის დროს. ის უზრუნველყოფს სისტემის სტაბილურ წნევას, გამორიცხავს ტუმბოებიდან მაღალი სიხშირის პულსაციას და დარტყმით ტალღებს და აშორებს კალიბრაციის გარემოში მოქცეულ ბუშტებს. სტაბილიზატორი ჭურჭელი აფიქსირებს, ბუფერავს და შთანთქავს სითხის წნევის პულსაციებს, რაც უზრუნველყოფს გამომავალი ნაკადის წნევის რყევების სტაბილურობას 0.2%-ის ფარგლებში, რაც კალიბრაციის მილსადენში არსებულ სითხეს სრულად აკმაყოფილებს ერთფაზიანი მუდმივი ნაკადის მოთხოვნებს.
ტუმბოს გამოსასვლელის რყევის მნიშვნელობის, ჭურჭლის სტაბილიზაციის მნიშვნელობისა და ჭურჭლის შესასვლელი/გამოსასვლელი დიამეტრის საფუძველზე, გამოთვალეთ მაქსიმალური ნაკადი, რათა გონივრულად დააპროექტოთ ჭურჭლის მოცულობა, რაოდენობა და მაქსიმალური ნომინალური წნევა. მასალა შეიძლება იყოს 304 უჟანგავი ფოლადი ან ნახშირბადოვანი ფოლადი.
ჭურჭელს აქვს ერთი ვერტიკალური დეფლექტორი და სამი ჰორიზონტალური გრადიენტული დეფლექტორი პერფორირებული ბადეებით. ვერტიკალური დეფლექტორი ჭურჭელს ყოფს შესასვლელ და გამოსასვლელ კამერებად. გარემო შედის, მიედინება ზემოთ/ქვემოთ დეფლექტორისა და ბუფერის წყალობით, ტურბულენტობა კიდევ უფრო მცირდება ჰორიზონტალური დეფლექტორებითა და ზედა ჰაერის ბალიშით, შემდეგ კი გადადინების გზით შედის გამოსასვლელ კამერაში მილში. ეს ეფექტურად შთანთქავს და ბუფერავს მაღალი სიხშირის პულსაციური დარტყმით გამოწვეულ ტალღებს, აღმოფხვრის ტუმბოთი გამოწვეულ პულსაციას და მოქმედებს როგორც წნევის სტაბილიზატორი და განმტვირთავი. სისტემის წნევის მცირე ცვლილებები ბუფერირებულია ჭურჭლის ზემოთ ჰაერის ბალიშის სივრცის ავტომატური გაფართოებით/შეკუმშვით.
დიზაინი და წარმოება შეესაბამება GB150-2011 „ფოლადის წნევის ჭურჭლები“ და „წნევის ჭურჭლის უსაფრთხოების ტექნოლოგიის ზედამხედველობის რეგულაციებს“. ფლანგები შეესაბამება GB150-2011 და GB/T 9112~9124-2010 „ფოლადის მილების ფლანგებს“. წარმოდგენილია სრული უსაფრთხოების დოკუმენტაცია (წარმოების ლიცენზია, ხარისხის სერტიფიკატი, სპეციალური აღჭურვილობის ზედამხედველობის სერტიფიკატი, დიზაინის ფაილები, მონტაჟის/ტექნიკური მომსახურების სახელმძღვანელოები).
ჭურჭლის აქსესუარები მოიცავს წნევის საზომს, სადრენაჟე სარქველს, ზამბარიან სრულად ამწევ დამცავ სარქველს, მილსადენებს და ფიტინგებს.
C. VFD სისტემა
ობიექტი აღჭურვილია ერთი-ერთზე VFD სისტემით. მისი ფუნქციებია: 1) ქსელის ზემოქმედების თავიდან აცილება სიხშირის გადართვის დროს, 2) ტუმბოების მუდმივი მუშაობის უზრუნველყოფა VFD კონტროლის ქვეშ სისტემის ნაკადის უფრო მარტივი რეგულირებისა და ენერგიის დაზოგვისთვის. სისტემა ძირითადად შედგება სტარტერის კარადისგან, VFD-ისგან, შემაერთებელი კაბელებისგან და ა.შ. ერთი VFD აკონტროლებს ტუმბოს ერთ ძრავას (საუკეთესო სიჩქარის დიაპაზონი: 35Hz~50Hz). PID კონტროლი გამოიყენება ნაკადის და წნევის რეგულირებისთვის. VFD დამონტაჟებულია კარადებში ლოკალური/საავარიო გამორთვის ფუნქციებით, ხელით მართვით და კომპიუტერული დისტანციური მართვით. უსაფრთხოების მიზნით, კარადებში დამატებულია თერმული რელეები ჭარბი დენისგან/გადატვირთვისგან დაცვის მიზნით.
მუშაობის დროს, VFD-ით კონტროლირებადი ტუმბოს ძრავები ავსებენ ნაკადის დიაპაზონებს, რომელთა მიღწევაც ფიქსირებული სიჩქარის ტუმბოებით შეუძლებელია. VFD-ის მუშაობამ უნდა აიცილოს ქვედა ზღვრის დიაპაზონი, რათა თავიდან იქნას აცილებული მკვდარი ზონები და არაწრფივი რეგულირება. MUT-ის მეშვეობით სტაბილური ნაკადი მოითხოვს მასზე სტაბილურ წნევის სხვაობას. ზემო დინების წნევის სტაბილურობის რეგულირება ნაკადის სტაბილურობის გასაღებია. VFD წნევის რეგულირება იყენებს PID ალგორითმებს; მისი ეფექტურობა პირდაპირ განსაზღვრავს სისტემის მუშაობას. განხორციელება შეიძლება იყოს შემდეგი:
გამოიყენეთ PLC რეგულატორად (პრინციპი ნაჩვენებია ქვემოთ). უპირატესობები: სწრაფი რეაგირება, იყენებს VFD მწარმოებლის მართვის ალგორითმებს, აუმჯობესებს რეგულირების საიმედოობას.
VFD კარადაში არსებული თერმული რელეები უზრუნველყოფენ ჭარბი დენის/გადატვირთვისგან დაცვას. VFD-ები ასევე რბილი სტარტერის ფუნქციას ასრულებენ და ტუმბოებს კარგად იცავენ.
დ. ჰაერის გამწმენდი/ფილტრი
იმის გათვალისწინებით, რომ აწონვის სისტემა ღია პროცესია, სატესტო გარემომ შეიძლება წარმოქმნას მინარევები და ბუშტები აღმოჩენის დროს, რაც გამოიწვევს გაზომვის შეცდომებს და სტანდარტული და MUT ნაკადის მრიცხველების პოტენციურ დაზიანებას. სტაბილიზაციის ჭურჭლის გამოსასვლელთან დამონტაჟებულია შესაბამისი ზომის ჰაერის ელიმინატორი/ფილტრები, რათა მილსადენიდან გამოყონ და მოაშორონ აირი და მინარევები, რაც უზრუნველყოფს ობიექტის მუშაობას.
გონივრულად დაგეგმეთ სპეციფიკაციები, რაოდენობა და მაქსიმალური ნომინალური წნევა. ცილინდრული კორპუსის სტრუქტურა ზედა ვენტილაციის სარქველით, ქვედა დრენაჟის სარქველით, შიდა ფილტრის კარტრიჯით, ჰაერის შემგროვებელი ზონით, დემპფერული ფირფიტით, პერფორირებული ფილტრის ბადით. გარემოსთან შეხების მასალა: 304 უჟანგავი ფოლადი; სხვა ნაწილები: შეღებილი ნახშირბადოვანი ფოლადი.
2.4.2მეტროლოგიური სტანდარტების სისტემა
ობიექტის მეტროლოგიური სტანდარტების სისტემა იყენებს:
* მაღალი სიზუსტის ელექტრონული სასწორები, როგორც გრავიმეტრიული მეთოდის საორიენტაციო.
* სტანდარტული სამუშაო საზომები, როგორც მოცულობითი მეთოდის საცნობარო.
* სტანდარტული ნაკადის მრიცხველები, როგორც მთავარი მრიცხველის მეთოდის საცნობარო წყარო.
ძირითადად შედგება გამორთვის სარქველებისგან, ნაკადის მარეგულირებელი სარქველებისგან, გადამრთველისგან, ასაწონი კონტეინერისგან, მაღალი სიზუსტის ელექტრონული სასწორისგან (ან სტანდარტული ლითონის საზომისგან), ტექნოლოგიური მილსადენებისგან და ა.შ.
ა. გრავიმეტრიული აწონვის სისტემა (ელექტრონული სასწორები)
სისტემა ითვალისწინებს MUT-ების კალიბრაციას მაქსიმალური და მინიმალური ნაკადის წერტილებში. ნაკადის სიჩქარის მიხედვით შესაძლებელია სხვადასხვა აწონვის სისტემის (სასწორის) შერჩევა.
მაგალითი: ოთხი აწონვის სისტემა აკმაყოფილებს კალიბრაციის მოთხოვნებს:
* ჯგუფი 1: 12000 კგ-იანი სასწორი, 12000 ლიტრიანი საწონი კონტეინერი, DN300 გადამრთველი, უკუწნევის მილი.
* ჯგუფი 2: 3000 კგ-იანი სასწორი, 3000 ლიტრიანი საწონი კონტეინერი, DN100 გადამრთველი, უკუწნევის მილი.
* ჯგუფი 3: 600 კგ-იანი სასწორი, 600 ლიტრიანი საწონი კონტეინერი, DN50 გადამრთველი, უკუწნევის მილი.
* ჯგუფი 4: 120 კგ-იანი სასწორი, 120 ლიტრიანი საწონი კონტეინერი, DN25 გადამრთველი, უკუწნევის მილი.
სასწორის პლატფორმა შედგება აწონვის კორპუსისა და ჩარჩოსგან, სენსორის გადატვირთვისგან დაცვით, სტანდარტული საკომუნიკაციო ინტერფეისით (მაგ., RS232/RS485), რომელიც უკავშირდება ლოკალურ დისპლეის ან მართვის სისტემას და აქვს ავტომატური ტარის ფუნქციით.
B. საწონი კონტეინერი
გრავიმეტრიული კალიბრაციის დროს სატესტო გარემო მოთავსებულია საწონ კონტეინერებში. სტრუქტურა: მრგვალი უჟანგავი ფოლადის კონტეინერი, რომელიც შეესაბამება სასწორის პლატფორმის ზომას. კედლის სისქე აკმაყოფილებს აწონვისა და სიმტკიცის მოთხოვნებს, რაც უზრუნველყოფს დეფორმაციის თავიდან აცილებას ხანგრძლივი გამოყენებისას.
მაგალითი: ოთხი კონტეინერი: 12000 ლ, 3000 ლ, 600 ლ, 120 ლ. ყველა კონტეინერის დრენაჟის დრო ≤40 წმ.
აღჭურვილია დონის სენსორით, სადრენაჟე სარქველით, სადრენაჟე მილით და ა.შ., ისეთი ფუნქციებით, როგორიცაა სითხის დონის მონიტორინგი, ლიმიტის გადაჭარბების სიგნალიზაცია, შესხურების საწინააღმდეგო შევსება და სწრაფი დრენაჟი. დიზაინი ითვალისწინებს სივრცეს და სიმტკიცეს: მრგვალი უჟანგავი ფოლადი, ზედა ნაკადის გამტარი ბადე, ქვედა სადრენაჟე მილი/სარქველი; შიდა ჯვრის ფორმის ჭრილის ფორმის ნაკადის სტაბილიზატორები, რომლებიც თანაბრად არის შედუღებული ნაკადის რყევებით გამოწვეული ბუშტუკებისა და მორევის აღმოსაფხვრელად, რაც უზრუნველყოფს ჰაერის გამოდევნას და ნაკადის სტაბილიზაციას. მასალა: 304 უჟანგავი ფოლადი.
გ. მოცულობითი საზომი სისტემა (სტანდარტული სამუშაო საზომები)
შექმნილი, წარმოებული და შერჩეულია მკაცრად JJG259-2005 „ლითონის სტანდარტული საზომების ვერიფიკაციის რეგულაციის“ შესაბამისად, რათა უზრუნველყოფილი იყოს წყლის ნაკადის მრიცხველის კალიბრაციის სიზუსტე, სტაბილურობა და საიმედოობა. ითვალისწინებს მაქსიმალურ, მინიმალურ და შუალედურ MUT ნაკადის წერტილებს. ნაკადის სიჩქარის მიხედვით შესაძლებელია სხვადასხვა საზომი სადგურის (საზომების) შერჩევა.
მაგალითი: სამი სტანდარტული სამუშაო საზომი:
* GBJ-10000L (ერთსიმაღლიანი ტიპი), ნაკადის დიაპაზონი (300~1150) მ³/სთ.
* GBJ-3000L (კომბინირებული ტიპი: 1000L+2000L), ნაკადის დიაპაზონი (70~300) მ³/სთ.
* GBJ-700L (კომბინირებული ტიპი: 200L+500L), ნაკადის დიაპაზონი (0.9~70) მ³/სთ.
საზომი შედგება საზომი ყელისგან, დონის მილისგან, სასწორის საზომი ყელისგან, ზედა კონუსისგან, ცილინდრული კორპუსისგან, ქვედა კონუსისგან, სადრენაჟე სარქვლისგან, სადგამისგან და გასწორების კომპონენტებისგან. სითხესთან შეხებაში მყოფი მასალა: 304 უჟანგავი ფოლადი.
სადრენაჟე სარქველები პნევმატურია, ხასიათდებიან მოქნილი მუშაობით, კარგი დალუქვით და სტაბილური მუშაობით.
დ. გადამრთველი
გადამრთველი სითხის ნაკადის ობიექტების ძირითადი კომპონენტია. ის სწრაფად ცვლის სითხის ნაკადის მიმართულებას, ზუსტად შეჰყავს MUT-ის გავლით გამდინარე სითხე ასაწონ კონტეინერში, გვერდის ავლით საჭირო დროში. ეს ობიექტის გაურკვევლობის შეფასების მთავარი პარამეტრია.
ჩვენი მიერ შემუშავებული პნევმატური ღია ტიპის გადამრთველი იყენებს ღია სტრუქტურას, სტაბილურ მუშაობას, აკმაყოფილებს ობიექტის მოთხოვნებს, რაც უზრუნველყოფს მუშაობის დროს ნაკადის შხეფების ან გადახრის თავიდან აცილებას. მაქსიმალური ნაკადის დროს გადახრის დროს წნევის რყევის გავლენა ნაკადზე ფიქსირებული მნიშვნელობაა.
გადამრთველი ინდივიდუალურად არის შეწყვილებული მასშტაბის (ან საზომი) სადგურებთან. გადამრთველის დიამეტრი და რაოდენობა გონივრულად არის დაპროექტებული. მოქმედება არის მსუბუქი, წრფივი ღერძული მოძრაობა, დაბალი წინააღმდეგობა, სწრაფი მოქმედება, მცირე გადამისამართების დროის სხვაობა, შესაბამისი ვერიფიკაციის რეგულაციების დაცვით.
ტექნიკური პარამეტრები: ერთჯერადი მოძრაობის გადამისამართების დრო ≤200ms, გადამისამართების მოძრაობის დროის სხვაობა ≤20ms, გაურკვევლობა 0.02%, ჰაერის წყაროს წნევა (0.4~0.6)MPa, გარემოსთან შეხებაში მყოფი მასალა: 304 უჟანგავი ფოლადი.
E. სტანდარტული ნაკადის მრიცხველები (ძირითადი მრიცხველები)
ელექტრომაგნიტური ნაკადის მრიცხველები ძირითადად გამოიყენება როგორც მთავარი მრიცხველები, სიზუსტის კლასი ≤0.2, განმეორებადობა ≤0.06%. ეს მრიცხველები ასევე წარმოადგენენ სტანდარტულ ინდიკატორებს გრავიმეტრიული კალიბრაციის დროს მყისიერი ნაკადის მონიტორინგისთვის. მთავარი მრიცხველის მყისიერი ნაკადის მონიტორინგით, VFD სიხშირე და მარეგულირებელი სარქვლის გახსნა რეგულირდება მილსადენში სასურველი მყისიერი ნაკადის მისაღწევად. სტანდარტული ნაკადის სიჩქარე, როგორც წესი, არის (0.5~5) მ/წმ, რაც აკმაყოფილებს ობიექტის მაქსიმალური/მინიმალური ნაკადის მოთხოვნებს. მთავარი მრიცხველების თვალყურის დევნება შესაძლებელია ონლაინ გრავიმეტრიული მეთოდით, რაც უზრუნველყოფს ზუსტ და საიმედო მიკვლევადობას და ამავდროულად გამორიცხავს მრიცხველის ვერიფიკაციისთვის დაშლის/ხელახლა აწყობის რთულ შრომას.
2.4.3კალიბრაციის ტესტის მილსადენის სისტემა
მოიცავს კალიბრაციის სატესტო სადგურებს, კოლექტორს, სტანდარტული ნაკადის მრიცხველებს, ტექნოლოგიურ მილსადენებს და ა.შ., რომლებიც აღჭურვილია წნევის გადამცემებით, ტემპერატურის გადამცემებით, პნევმატური ბურთულიანი სარქველებით, ელექტრო ნაკადის მარეგულირებელი სარქველებით, პნევმატური მრიცხველის დამჭერი მოწყობილობებით, მილსადენის სადრენაჟო სარქველებით, მილსადენის გამწოვი სარქველებით, მილსადენის გამწმენდი მექანიზმებით, MUT სამუშაო მაგიდით, მილსადენის საყრდენებით და სხვა დამხმარე აღჭურვილობითა და ინსტრუმენტებით.
ა. კალიბრაციის სატესტო სადგურები
მომხმარებლის ტერიტორიის პირობებიდან გამომდინარე, რამდენიმე ფიქსირებული კალიბრაციის სატესტო სადგური გონივრულად არის დაპროექტებული და გვერდიგვერდ არის განლაგებული. სტანდარტული სადგურის დიამეტრი: DN25, DN50, DN80, DN100, DN150, DN200, DN300, DN400, DN500, DN600. სხვა ზომების კალიბრაცია შესაძლებელია მილების შეცვლით.
B. მილის სწორი მონაკვეთები
მილსადენის სწორი მონაკვეთების კალიბრაცია, რომლებიც დაპროექტებულია MUT-ის ზემოთ 20D და ქვემოთ 5D მიმართულებით. ზემოთ/ქვედა დინების მონაკვეთებს აქვთ წნევის/ტემპერატურის წერტილები, რომლებიც აკმაყოფილებენ შესაბამის რეგულაციებს, საიმედოდ დალუქულია, რაც ხელს უწყობს MUT-ის კალიბრაციას.
მასალა: 304 უჟანგავი ფოლადის მილი. გარე დიამეტრისა და კედლის სისქის გადახრები შეესაბამება ეროვნულ სტანდარტებს.
C. კოჭები
ობიექტი აღჭურვილია სხვადასხვა კალიბრაციის ზომის კოჭებით, რათა დააკმაყოფილოს MUT-ის სხვადასხვა ზომები. კოჭის ზომები დამზადებულია მომხმარებლის მოთხოვნების შესაბამისად. მასალა: 304 უჟანგავი ფოლადი.
დ. მრიცხველის დამჭერი მოწყობილობა (გაფართოების შეერთება)
დამჭერი მოწყობილობა მნიშვნელოვანი დამხმარე მოწყობილობაა. ეს ობიექტი იყენებს პნევმატურად მართულ ორცილინდრიან გარე ამძრავიან დამჭერ მოწყობილობებს ხელით მართვის ფუნქციით. ეს სტრუქტურა გადალახავს ცილინდრის კორპუსში შეუმჩნეველი შიდა ჰაერის/წყლის გაჟონვის ნაკლოვანებას. ინსულტის სიგრძე სხვადასხვა ინსტრუმენტებს იტევს და ამავდროულად უზრუნველყოფს მუშაობას. დიამეტრი და რაოდენობა გონივრულად არის გათვლილი თითოეული სადგურისთვის MUT-ის დასაჭერად.
ნომინალური წნევა: 1.6 მპა, სტანდარტული დარტყმა ≥200 მმ, ჰაერის წნევა (0.4~0.6) მპა, გარემოსთან შეხებაში მყოფი მასალა: 304 უჟანგავი ფოლადი.
E. გადამცემები
ა. წნევის გადამცემი: სიზუსტის კლასი 0.075, MPE ±0.075%FS, დიაპაზონი (0~1.0) MPa, გამომავალი ძაბვა (4~20) mA, სიმძლავრე DC24V. როგორც წესი, კოლექტორებზე დამონტაჟებულია 3 ერთეული, ან მომხმარებლის მიერ მითითებულია თითოეული მილსადენისთვის.
ბ. ტემპერატურის გადამცემი: სიზუსტის კლასი 0.2, MPE ±0.2°C, დიაპაზონი (0~50)°C, გამომავალი ძაბვა (4~20)mA, სიმძლავრე DC24V. როგორც წესი, კოლექტორებზე დამონტაჟებულია 3 ერთეული, ან მომხმარებლის მიერ მითითებულია თითოეული მილსადენისთვის.
ვ. სარქველები
ა. პნევმატური გამორთვის სარქველები
მილსადენის გამორთვის სარქველები იყენებენ პნევმატურ O-ტიპის სრულდილიან ბურთულიან სარქველებს და პნევმატურ პეპლისებრ სარქველებს. მილსადენის სწრაფი გახსნის/დახურვისთვის მუშაობს შეკუმშული ჰაერი. ბურთულიანი სარქვლის ნომინალური წნევა 1.6 მპა; პეპლისებრი სარქვლის ნომინალური წნევა 1.0 მპა. კალიბრაციის მოთხოვნების შესაბამისად, თითოეულ სატესტო სადგურზე დამონტაჟებულია ერთი პნევმატური ბურთულიანი სარქველი სტანდარტული ნაკადის მრიცხველის ზემოთ, გადამრთველის ზემოთ და MUT-ის ზემოთ/ქვემოთ. თითოეული აწონვის კონტეინერის დრენაჟთან დამონტაჟებულია ერთი პნევმატური პეპლისებრი სარქველი. სარქვლის ბირთვის მასალა: 304 უჟანგავი ფოლადი ან სრულად უჟანგავი ფოლადი.
ბ. ელექტრო ნაკადის მარეგულირებელი ბურთულიანი სარქველი
აკონტროლებს მთავარი მრიცხველის მყისიერ ნაკადს VFD სიხშირის და სარქვლის გახსნის რეგულირებისთვის, საჭირო ნაკადის სიჩქარის მისაღწევად. იყენებს ელექტრო V-პორტიან მარეგულირებელ ბურთულიან სარქველებს, სიზუსტით 1%, ნომინალური წნევით 1.6MPa. თითოეული მთავარი მრიცხველის მილსადენის ქვემოთ დამონტაჟებულია ერთი. სარქვლის ბირთვის მასალა: 304 უჟანგავი ფოლადი ან მთლიანად უჟანგავი ფოლადი.
გ. მექანიკური სარქველები და საკონტროლო სარქველები
ტექნიკური მომსახურების დროს იზოლაციისთვის, ტუმბოს შემწოვი პორტის ზემოთ დამონტაჟებულია მექანიკური სარქველები. ნორმალური მუშაობის დროს ტუმბოების წყლის დარტყმისგან დასაცავად, ტუმბოს გამშვები პორტის ქვემოთ დამონტაჟებულია საკონტროლო სარქველები. სარქვლის ბირთვის მასალა: 304 ან მთლიანად უჟანგავი ფოლადი. საკონტროლო სარქვლის მასალა: სრულად 304 უჟანგავი ფოლადი.
დ. მექანიკური სარქველები
თითოეულ სისტემის მილსადენზე დამონტაჟებულია სადრენაჟე, ვენტილაციის და გამწმენდი მექანიზმის მართვის სარქველები. მართვა ხელით. მასალა: 304 უჟანგავი ფოლადი.
ე. კალიბრაციის სატესტო ურიკა
მოძრავი ამწევი ურიკა MUT-ების ტრანსპორტირებისთვის, სტაბილიზაციისთვის, საყრდენად და დასამონტაჟებლად. სპეციფიკაციები და რაოდენობა კონფიგურირებულია მომხმარებლის მოთხოვნების შესაბამისად. სადგამს აქვს ცენტრირების მექანიზმი, რომელიც უზრუნველყოფს მილსადენის კონცენტრაციას და MUT-ის მარტივ მოხსნას. ინსტალაციის სივრცე შექმნილია სხვადასხვა სპეციალური ზომის მრიცხველების განსათავსებლად.
ვ. მილსადენის საყრდენები
ყველა ტექნოლოგიური მილსადენისთვის გათვალისწინებულია შესაბამისი მილსადენის საყრდენები. თითოეული გადამრთველისთვის გათვალისწინებულია სპეციალური საყრდენები. მასალა: შეღებილი ნახშირბადოვანი ფოლადი.
2.4.4ჰაერის წყაროს სისტემა
უზრუნველყოფს შეკუმშულ ჰაერს ობიექტში არსებული პნევმატური კომპონენტებისთვის, აკმაყოფილებს ნორმალური გამოყენების მოთხოვნებს. პნევმატური კომპონენტები დამზადებულია პირველი კლასის ბრენდებისგან უსაფრთხოების, საიმედოობისა და სტაბილური მუშაობისთვის.
ა. ჰაერის კომპრესორი
დგუშის ტიპის ჰაერის კომპრესორი შერჩეულია ფაქტობრივი საჭიროებების მიხედვით. უპირატესობები: მაღალი საიმედოობა, მარტივი ექსპლუატაცია/მოვლა, კარგი დინამიური ბალანსი, ძლიერი ადაპტირება, შესაფერისია სხვადასხვა სამუშაო პირობებისთვის.
ბ. ჰაერის მიმღები ავზი
გონივრულად შემუშავებული მოცულობა და მაქსიმალური ნომინალური წნევა პნევმატური მოწყობილობების რაოდენობისა და მათი სამუშაო წნევის საფუძველზე. მასალა: შეღებილი ნახშირბადოვანი ფოლადი. აღჭურვილია წნევის საზომით, ზამბარიანი სრული ამწევი დამცავი სარქველით, ვენტილაციის სარქველით, სადრენაჟე სარქველით, მილებითა და ფიტინგებით.
დიზაინი და წარმოება შეესაბამება GB150-2011 „ფოლადის წნევის ჭურჭლების“ და „წნევის ჭურჭლის უსაფრთხოების ტექნოლოგიის ზედამხედველობის რეგულაციებს“. მოწოდებულია სრული უსაფრთხოების დოკუმენტაცია.
2.4.5სტანდარტული ნაწილები
სტანდარტულ ნაწილებს (იდაყვები, რედუქტორები, ფლანგები, შესაკრავები, შუასადებები და ა.შ.) აქვთ ნომინალური წნევა ≥1.0 მპა. მასალა: უჟანგავი ფოლადი.
2.4.6მილების სექციები
მილების სექციები დამზადებულია უჟანგავი ფოლადის (304) მილებისგან, ნომინალური წნევით ≥1.0 მპა. მილები შეესაბამება შესაბამის ეროვნულ სტანდარტებს. პრაქტიკული სიგრძე, რაოდენობა და მონტაჟის ფორმა გონივრულად არის შერჩეული ობიექტის ფაქტობრივი განლაგების მიხედვით.

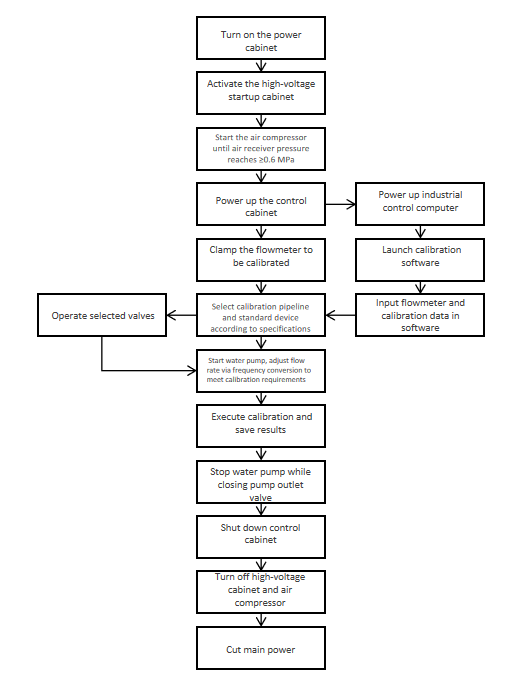
2.5 კალიბრაციის სამუშაო პროცედურა
2.5.1თანმიმდევრობით ჩართეთ კვების კარადა, VFD სტარტერის კარადა, ჰაერის კომპრესორი, მართვის კარადა, სამრეწველო კომპიუტერი (IPC) და ა.შ. დაადასტურეთ აღჭურვილობის ჩართვა და ნორმალური მუშაობა.
2.5.2პირველ რიგში, აირჩიეთ MUT-ის დიამეტრის შესაბამისი კალიბრაციის მილსადენის დიამეტრი (დააკალიბრეთ სხვადასხვა დიამეტრის მრიცხველები მილების შეცვლით). მოათავსეთ MUT სამუშაო მაგიდის უჯრაზე ან კალიბრაციის ტესტირების სადგურის V-სტენდზე. დაარეგულირეთ სამუშაო მაგიდის ჰიდრავლიკური ამწევი მექანიზმი ისე, რომ MUT-ის ცენტრალური სიმაღლე და კონცენტრაცია გასწორდეს ზემოთ მილსადენისა და ქვემოთ მდებარე პნევმატური გამაფართოებელი (დამამაგრებელი) მოწყობილობის ზომებთან. შემდეგ დააფიქსირეთ ჰიდრავლიკური მექანიზმი.
2.5.3MUT-ის დამონტაჟების შემდეგ, გაააქტიურეთ პნევმატური დამჭერი მოწყობილობა მისი ხელით მიმართულების სარქვლის გამოყენებით, რათა MUT აქსიალურად დაამაგროთ. და ბოლოს, დაამაგრეთ MUT-ის ფლანგური შეერთებები მილსადენის ფლანგებზე შესაბამისი ჭანჭიკების გამოყენებით, რათა უზრუნველყოთ გაჟონვისგან თავისუფალი დალუქვა. ამით MUT-ის დამონტაჟება დასრულდება. მოხსნის პროცესი საპირისპირო მიმართულებით წარიმართა (შენიშვნა: მოხსნამდე, გახსენით მილსადენის დრენაჟის სარქველი წნევის შესამცირებლად და დრენაჟისთვის; MUT ამოიღეთ მხოლოდ მას შემდეგ, რაც საშუალება დაიცლება).
2.5.4ჩართეთ ტუმბო ნაკადის დიაპაზონის შესაბამისად (VFD კონტროლირებადი; დაარეგულირეთ ტუმბოს სიხშირე/სიჩქარე ცირკულაციის დროს, რათა მილსადენის ნაკადი აღმოჩენილ დიაპაზონში მოიყვანოთ). ნელა გახსენით მილსადენის შერჩეული სარქველები. დაარეგულირეთ ნაკადი მარეგულირებელი სარქველის მეშვეობით, სანამ ტესტირების წერტილში სტაბილური ნაკადი არ მიიღწევა. ამ ეტაპზე, გადამრთველი, საწონი კონტეინერის დრენაჟის სარქველი და დაბრუნების მილსადენის სარქველები დრენაჟის მდგომარეობაშია. ერთდროულად შეამოწმეთ, მუშაობს თუ არა აღჭურვილობა ნორმალურად. თუ დარღვევაა, აღმოფხვრეთ პრობლემები და შეაკეთეთ შესაბამისი აღჭურვილობის სახელმძღვანელოების მიხედვით.
2.5.5ფორმალური კალიბრაციის დაწყებამდე ასევე შეამოწმეთ, მუშაობს თუ არა ყველა ტემპერატურის/წნევის ინსტრუმენტი და სასწორი. მეთოდი: აღჭურვილობის გაშვებამდე შეამოწმეთ, რომ ტემპერატურის ინსტრუმენტის ჩვენებები თანმიმდევრული ან ახლოსაა; წნევის ინსტრუმენტის ჩვენებები თანმიმდევრული ან ახლოსაა; სასწორები უნდა იყოს გაზომილი და ნულოვანი.
2.5.6დააყენეთ კალიბრაციის პარამეტრები პროგრამული უზრუნველყოფის ინტერფეისზე (იხილეთ სისტემის პროგრამული უზრუნველყოფის სახელმძღვანელო). გაააქტიურეთ გადამრთველი ნაკადის მიმართულების სატესტო პოზიციაზე გადასართავად. სითხე მიედინება ასაწონ კონტეინერში. დაყენებული კალიბრაციის დროის მიღწევის შემდეგ, გადამრთველი ავტომატურად გადაერთვება. კონტეინერში სითხის სტაბილიზაციის შემდეგ, შეგროვდება სასწორის (სტანდარტული გაზომვის) მონაცემები. კომპიუტერი ავტომატურად იწერს მონაცემებს, შემდეგ ხსნის დრენაჟის სარქველს კონტეინერის დასაცლელად.
2.5.7მინიმუმ 30 წამის განმავლობაში წყლის გამოწურვისა და წვეთოვანი გამოყოფის შემდეგ, გამოწურვის სარქველი ავტომატურად იხურება და გადამრთველი ავტომატურად გადაერთვება, რაც ამ სატესტო წერტილისთვის მეორე გაშვებას იწყებს. გაიმეორეთ ოპერაცია მანამ, სანამ ამ წერტილისთვის საჭირო რაოდენობის გაშვება არ დასრულდება. ყველა ნაკადის წერტილის დასასრულებლად იმოქმედეთ ეტაპობრივად.
2.5.8კალიბრაციის შემდეგ, თანმიმდევრობით გამორთეთ ტუმბოები, შესაბამისი სარქველები, VFD სტარტერის კარადა, ჰაერის კომპრესორი, კვების კარადა, მართვის კარადა და IPC.
2.5.9ოპერაციის ნაკადის დიაგრამა
2.6 კომპიუტერული გაზომვისა და მართვის სისტემა
2.6.1სისტემის ფუნქციები
გაზომვისა და კონტროლის სისტემა მონაცემთა დამუშავების ცენტრალურ საკონტროლო ერთეულად კომპიუტერს იყენებს. აპარატურისა და პროგრამული უზრუნველყოფის შერწყმით, ის ავტომატურად აგროვებს და ამუშავებს გაზომვის მონაცემებს (ტემპერატურა, წნევის გადამცემები, სტანდარტული ნაკადის მრიცხველი, MUT ნაკადი, სასწორები); ავტომატურად აკონტროლებს ტუმბოებს, გამორთვის სარქველებს, მარეგულირებელ სარქველებს, ვენტილატორის დიფერენციატორების (VFD) და აწონვის სისტემის კომპონენტებს (გადამრთველი, სადრენაჟე სარქველი); არეგულირებს წნევას, ტემპერატურას და ნაკადს; რთავს პროცესებს; და აჩვენებს, ინახავს და ბეჭდავს კალიბრაციის შედეგებს, რითაც ასრულებს მეტროლოგიური დამოწმების პროცესს.
2.6.2სისტემის აპარატურის შემადგენლობა
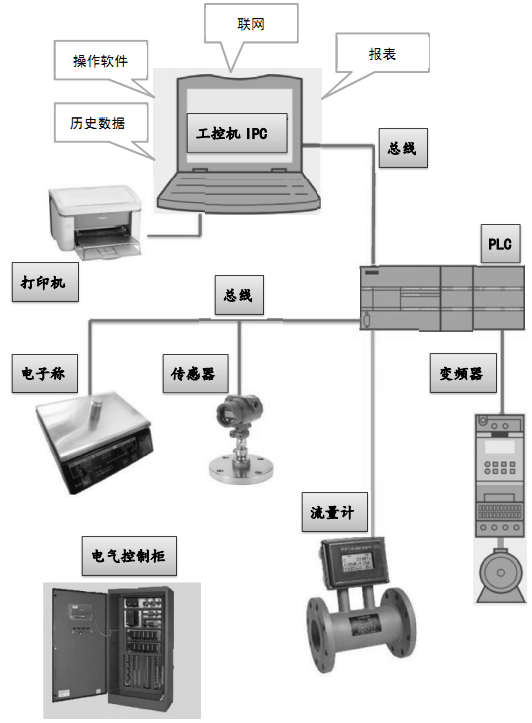
2.6.2.1 პროგრამირებადი ლოგიკური კონტროლერი (PLC) და პერიფერიული მოწყობილობები
PLC მოქმედებს როგორც ქვედა დონის კონტროლერი. ფუნქციები მოიცავს:
* პროცესის სიგნალის დამუშავება, მიღება, IPC-სთვის პარამეტრულ მნიშვნელობებად გარდაქმნა (<1ms შერჩევის დრო).
* ავტომატური პროცესის კონტროლი, ავტომატური კალიბრაციის კონტროლი.
* ქსელური კომუნიკაცია.
იყენებს Siemens PLC სერიის, შეყვანის/გამოყვანის მოდულებს, მრიცხველის მოდულებს. დამონტაჟებულია სპეციალურ მართვის კარადაში, რომელიც შეესაბამება IEC60439, GB4942, GB50062-92 სტანდარტებს. აღჭურვილია ჩამკეტი ჩამრთველებით და განგაშის ინდიკატორებით.
კარადაში ასევე განთავსებულია ადგილობრივი ხარისხის ბრენდების პერიფერიული მოწყობილობები (გადამრთველები, დაუკრავენები, რელეები, კონტაქტორები).
2.6.2.2კალიბრაციის საცნობარო ტაიმერი
შიდა შემუშავებულია, დროის/დათვლის მაჩვენებლებს მთავარ კომპიუტერულ ინტერფეისზე აჩვენებს. სიხშირის გაზომვის გაფართოებული გაურკვევლობა *U*=3×10⁻⁶ (*k*=2); მინიმალური გარჩევადობა ≤0.001 წმ. კალიბრაციის ინტერფეისი დაჯავშნილია ორი გამოსავლით ონლაინ ტაიმერის კალიბრაციისთვის სტანდარტული სიხშირის გამოყენებით.
ტექნიკური მახასიათებლები:
| არა. | ნივთი | პარამეტრი | შენიშვნა |
| 1 | კრისტალური ოსცილატორის 8-საათიანი სტაბილურობა | ≤1×10⁻⁶ |
|
| 2 | სიხშირის გაზომვა გაფართოებული გაურკვევლობა | U=3×10⁻⁶ (*k*=2) |
|
| 3 | ტაიმერის მინიმალური გარჩევადობა | 0.001 წმ |
|
2.6.2.3ცვლადი სიხშირის დრაივი (VFD) და მართვის სისტემა
ნაკადის რეგულირებისთვის ტუმბოს სიჩქარის სამართავად იყენებს VFD სისტემებს. VFD-ები ძირითადი კომპონენტებია, რომლებიც დამონტაჟებულია VFD სტარტერის კარადებში GGD კორპუსის ფორმის გამოყენებით, IEC60439, GB4942, GB50062-92 სტანდარტების შესაბამისად.
VFD სისტემას აქვს ლოკალური/საავარიო გამორთვის ფუნქციები. ჩვეულებრივი ჩართვა/გამორთვა შეიძლება იყოს ხელით (ლოკალური) ან კომპიუტერული დისტანციური მართვის საშუალებით.
2.6.2.4ცენტრალური მართვის ბლოკი
Advantech-ის ბრენდის სამრეწველო კომპიუტერი (IPC). ძირითადი კონფიგურაცია:
| არა. | აპარატურის კონფიგურაცია | პარამეტრი | შენიშვნა |
| 1 | დედა დაფა | ადვანტექი |
|
| 2 | ცენტრალური პროცესორი | I5 |
|
| 3 | მეხსიერება | 8G |
|
| 4 | მყარი დისკი | 1 ტბ + 120 გბ SSD |
|
| 5 | მონიტორი | 24 ინჩიანი ფერადი LCD |
|
IPC წარმოადგენს ბირთვს. „ნაკადის გაზომვისა და კონტროლის პროგრამული უზრუნველყოფის“ გამოყენებით, ის იღებს საველე მონაცემებს PLC-დან, აკონტროლებს სისტემის გამომავალ სიგნალებს, წარმართავს კალიბრაციის პროცესებს, ამუშავებს მოვლენებს, ამუშავებს/ითვლის კალიბრაციის მონაცემებს, წარმოადგენს/ინახავს ჩანაწერებს/ანგარიშებს და იძლევა ისტორიული მონაცემების მოძიების/სარეზერვო ასლის შექმნის საშუალებას.
IPC მონიტორი, მაუსი და კლავიატურა ადამიანისა და მანქანის ინტერფეისს (HMI) ემსახურება.
2.6.2.5გამომავალი მოწყობილობა
ერთი A4 ლაზერული პრინტერი.
2.6.3პროგრამული სისტემა
შედგება „ნაკადის გაზომვისა და კონტროლის პროგრამული უზრუნველყოფის“, „კალიბრაციის მონაცემთა დამუშავების პროგრამული უზრუნველყოფის“, „კომუნიკაციის მონაცემთა დამუშავების პროგრამისგან“, რომელიც მუშაობს IPC-ზე; და PLC-ზე გაშვებული „PLC მართვის პროგრამისგან“.
2.6.3.1პროგრამული უზრუნველყოფის ფუნქციის დიაგრამა
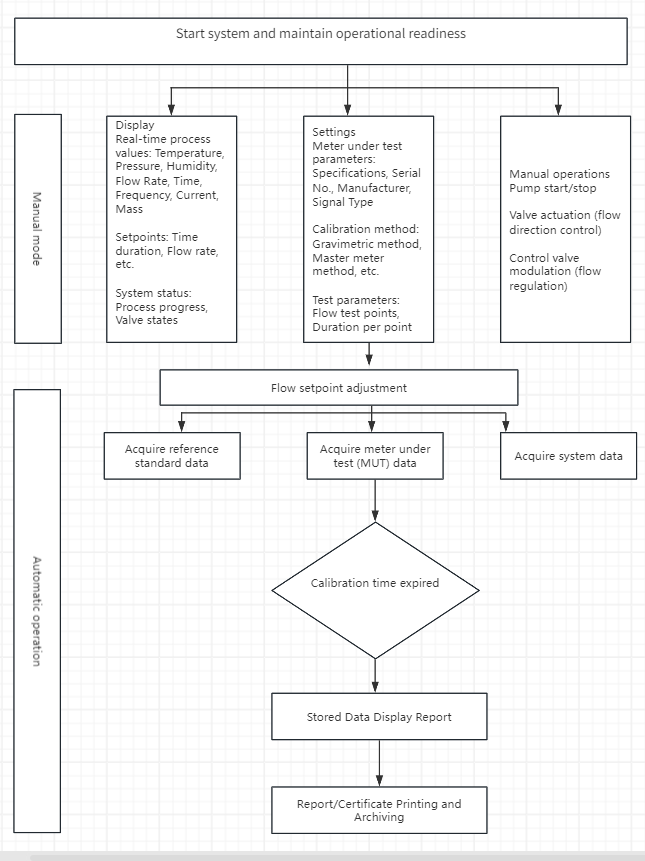
2.6.3.2პროგრამული უზრუნველყოფის ძირითადი ოპერაციების ეკრანები
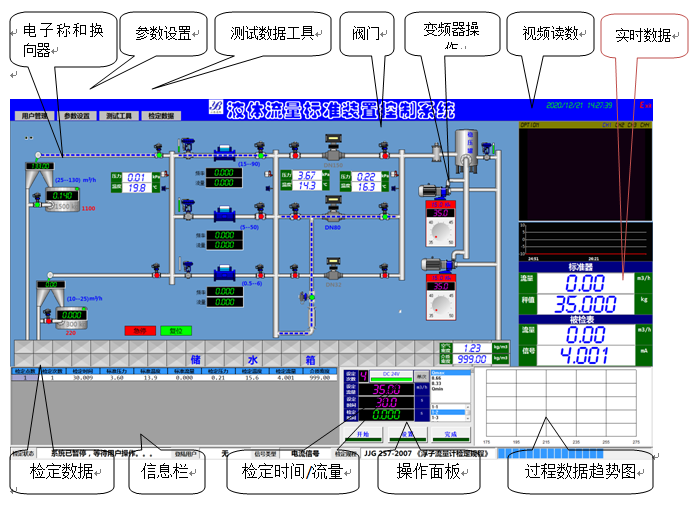
2.6.3.3პროგრამული უზრუნველყოფის ძირითადი ფუნქციები
პროცესის ჩვენება და ოპერაციადინამიური პროცესის სქემატური დიაგრამა აჩვენებს ტესტის ნაკადის სტატუსს. აჩვენებს საინჟინრო პარამეტრების მდგომარეობას რეალურ დროში. ოპერაციები შეესაბამება ეროვნულ სტანდარტებს, რეგულაციებსა და პროცედურებს; ზუსტი და საიმედო კონტროლი.
სტატუსის ჩვენებაგეგმის ხედში აჩვენებს მილსადენის ნაკადის ველის პარამეტრებს (ტემპერატურა, წნევა, სიჩქარე, ნაკადი და ა.შ.) და აღჭურვილობის სტატუსს.
ანგარიშგების და ისტორიული მონაცემების მენეჯერებიt: ძირითადი პარამეტრებისა და აღჭურვილობის სტატუსის შესახებ ცვლის, ყოველდღიურ, ყოველთვიურ და წლიურ ანგარიშებს წარმოქმნის. ანგარიშების დაბეჭდვა შესაძლებელია ავტომატურად ან ხელით.
შეტყობინებების მართვააჩვენებს გაუმართაობის ინფორმაციას ფერის ცვლილებების, ამომხტარი ფანჯრების და ცხრილების საშუალებით. ადგენს პარამეტრების ლიმიტის სიგნალიზაციას და აღჭურვილობის გაუმართაობის სიგნალიზაციას.
მომხმარებლის/უსაფრთხოების მართვაუზრუნველყოფს წვდომის მრავალ დონეს სხვადასხვა ოპერაციული პრიორიტეტებით. არასწორი მუშაობის თავიდან ასაცილებლად, საველე მოწყობილობის ჩართვის/გამორთვისა და პარამეტრების დაყენებისთვის საჭიროა პაროლის დონეები.
სისტემის მართვაადგენს/ინარჩუნებს მომხმარებლის ინფორმაციას. მართავს მომხმარებლებს, აღრიცხავს შესვლის/ოპერაციის ისტორიას შეკითხვისა და უსაფრთხოების მიზნით.
შენახვა და სარეზერვო ასლის შექმნატესტის მონაცემების და მასთან დაკავშირებული ფაილების შენახვისა და სარეზერვო ასლის შექმნის შესაძლებლობა.
ა. კონტროლის ფუნქციები
* კალიბრაციის პროცესის ავტომატური კონტროლი.
* ტუმბოს ჩართვა/გამორთვა და სიხშირის კონტროლი.
* სარქვლის კონტროლი.
* გადამისამართების გადართვის კონტროლი.
* კონტეინერის ლიმიტის დაცვა.
* ნაკადის რეგულირება: ავტომატურად აკონტროლებს მარეგულირებელი სარქვლის გახსნას ტესტის წერტილის ნაკადის საფუძველზე.
B. მონაცემთა შეგროვების ფუნქციები
* ანალოგური სიგნალები მიღებულია 16-ბიტიანი მაღალი სიზუსტის მოდულების მეშვეობით.
* სინქრონული მონაცემების მისაღებად, მართვის სიგნალებს ამუშავებენ მაღალსიჩქარიანი ლოგიკური პროცესორის მოდულები (დამოუკიდებელი CPU, ციკლი <1us).
* ტემპერატურის, წნევის მონაცემების გაზომვა.
* სტანდარტული ნაკადის მრიცხველის ნაკადის მონაცემების გაზომვა.
* MUT ნაკადის მონაცემების გაზომვა (4-20mA, იმპულსი და ა.შ.).
* სასწორის აწონვის მონაცემების გაზომვა.
* სარქვლის პოზიციის სიგნალის უკუკავშირი.
გ. მონაცემთა დამუშავების ფუნქციები
* ამუშავებს კალიბრაციის მონაცემებს და აფასებს შედეგებს ეროვნული სტანდარტებისა და რეგულაციების შესაბამისად.
* საშუალებას იძლევა მყისიერი სტანდარტული ნაკადის მრიცხველის კოეფიციენტების სეგმენტირებული დაყენების.
* ტესტის წერტილების, გაშვების რაოდენობის, გაშვების დროის მოქნილი დაყენება (ავტომატური სტანდარტების მიხედვით ან მომხმარებლის მიერ განსაზღვრული).
* ინახავს ტესტის ჩანაწერებს მონაცემთა ბაზაში საჭიროებისამებრ შეკითხვის, ბეჭდვის, შეცვლის ან წაშლის მიზნით.
* ავტომატურად ქმნის მონაცემთა ანგარიშებს და მართავს მონაცემებს.
D. ეკრანის ფუნქციები
გრაფიკული პროცესის ჩვენება აღჭურვილობის რეალურ დროში მონიტორინგისთვის. ახდენს საველე სარქვლის მდგომარეობების სიმულირებას, სარქვლის გახსნის რეგულირებას, MUT სიგნალის სტატუსს, ნაკადის მდგომარეობას, ტემპერატურას, გადამრთველის მიმართულებას, დრენაჟის სარქვლის მდგომარეობას, VFD სიხშირეს და ა.შ.
E. ოპერაციული ფუნქციები
მომხმარებლისთვის მოსახერხებელი ინტერფეისი გრაფიკული ოპერაციით. ველის აქტივატორების მართვა მაუსის დაწკაპუნებით, ინტუიციური და მოსახერხებელია.
F. ოსტატის ფუნქცია
ოსტატის ინტერფეისი მომხმარებლებს მთელი კალიბრაციის პროცესში ეხმარება. საჭირო პარამეტრების/MUT ინფორმაციის დაყენება მოთხოვნის შესაბამისად. მარტივი ოპერაციები ასრულებენ კალიბრაციას დაყენების შემდეგ. მარტივი, სწრაფი მართვა; ადვილად შესასწავლი.
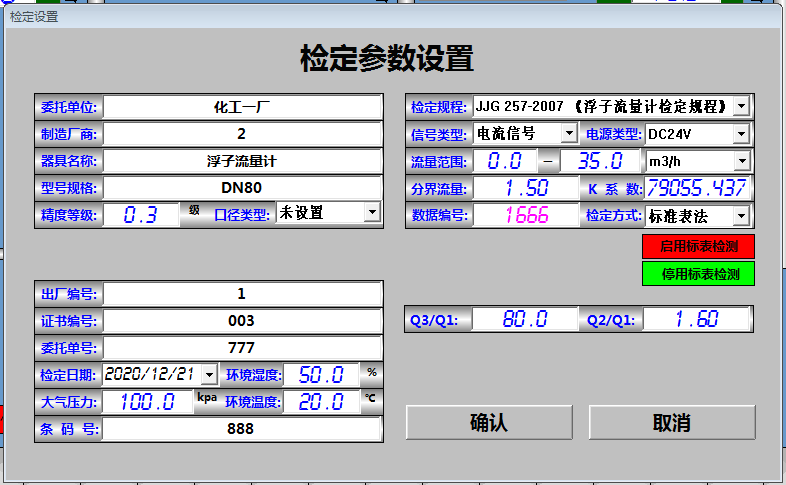
2.6.3.4ძირითადი ფუნქციების კონკრეტული განხორციელება
ა. MUT-ის დამუშავება
სისტემას შეუძლია უზრუნველყოს MUT ენერგომომარაგება. MUT სიგნალებს კითხულობენ PLC მოდულები, რომლებიც ავტომატურად ითვლიან დაგროვილ ნაკადს. მასის/მოცულობის გარდაქმნა, მასშტაბის წაკითხვის ამომგდები ძალის კორექცია, ტემპერატურის/წნევის კორექცია, საჭირო მონაცემების დამუშავება და ანგარიშები ავტომატურად მუშავდება IPC პროგრამული უზრუნველყოფის მიერ.
როგორც ქვემოთ არის ნაჩვენები, პროგრამული ინტერფეისი მოითხოვს MUT პარამეტრების ხელით შეყვანას (მაგ., სიგნალის ტიპი ჩამოსაშლელი მენიუდან: ანალოგური დენი, იმპულსი, გამომავალი არ არის). არჩევის შემდეგ, სისტემა ავტომატურად მიმართავს სიგნალს სწორ არხზე.
B. მთავარი მრიცხველის მართვა
სისტემის მიერ მოწოდებული მთავარი მრიცხველის ენერგია. მონაცემები მიღებულია იმპულსური წაკითხვით. პროგრამული უზრუნველყოფა განსაზღვრავს კალიბრაციის არხს შესაბამისი მთავარი მრიცხველის შესარჩევად. კალიბრაციის დროს, PLC ავტომატურად აგროვებს იმპულსების საერთო რაოდენობას, რათა უზრუნველყოს მიღების შეცდომა ≤ ±1 იმპულსი. მთავარი მრიცხველების პერიოდულად თვითკალიბრაცია შესაძლებელია ონლაინ რეჟიმში ელექტრონული სასწორის გამოყენებით.
გ. ტემპერატურისა და წნევის გაზომვა
ყველა ტემპერატურის/გადამცემი მუშაობს სისტემით. კორექციისთვის საჭიროა მაღალი კონვერტაციის სიზუსტე. იყენებს 16-ბიტიან A/D მოდულებს მაღალი სიზუსტით, სიჩქარით, ციფრული ფილტრაციით და კომპენსაციით.
დ. გამორთვის სარქველი და გადამრთველის კონტროლი
ენერგია ასევე მიეწოდება სისტემას. მისი მართვა შესაძლებელია ეკრანის გრაფიკაზე/ღილაკებზე დაწკაპუნებით ან ავტომატურად, პროცესის თითოეული ნაკადის მიხედვით. გადამრთველი ავტომატურად გადართავს კალიბრაციის დროს; სპეციალური ტაიმერი აღრიცხავს გადართვის და გადაადგილების დროს.
E. მარეგულირებელი სარქვლის კონტროლი
მართვის დენი უზრუნველყოფილია D/A მოდულით. ძირითადად გამოიყენება ნაკადის წერტილის რეგულირებისთვის. სტაბილური ზედა დინების წნევის დროს, სარქვლის გახსნა წრფივია ნაკადის მიმართ; მისი რეგულირებით მიიღწევა საჭირო სატესტო ნაკადი.
F. მასშტაბის მონაცემების მოპოვება
სისტემის მიერ მოწოდებული 220V AC დენის წყარო. მონაცემები მიღებულია RS485 კომუნიკაციის საშუალებით. პროგრამულ უზრუნველყოფას შეუძლია ავტომატურად შეარჩიოს შესაბამისი მასშტაბის დიაპაზონი ნაკადის წერტილის/კალიბრაციის დროის მიხედვით, ან ოპერატორს შეუძლია ხელით შეარჩიოს ინტერფეისის მეშვეობით.
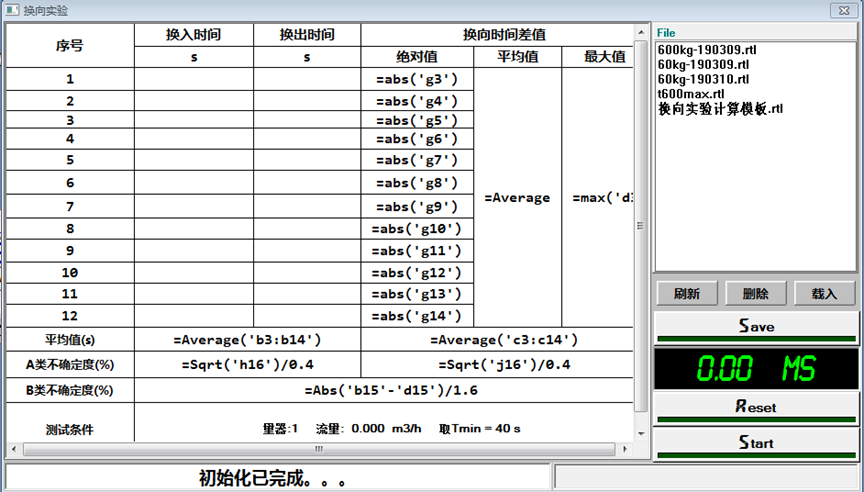
G. გადამისამართების ტესტის შაბლონი
ამ ეკრანზე აადვილებს გადამისამართების დროის კალიბრაციას, ავტომატურად წარმოქმნის რეგულაციების შესაბამის მონაცემებს. მონაცემების ექსპორტი და მონაცემთა ბაზაში შენახვა შესაძლებელია.
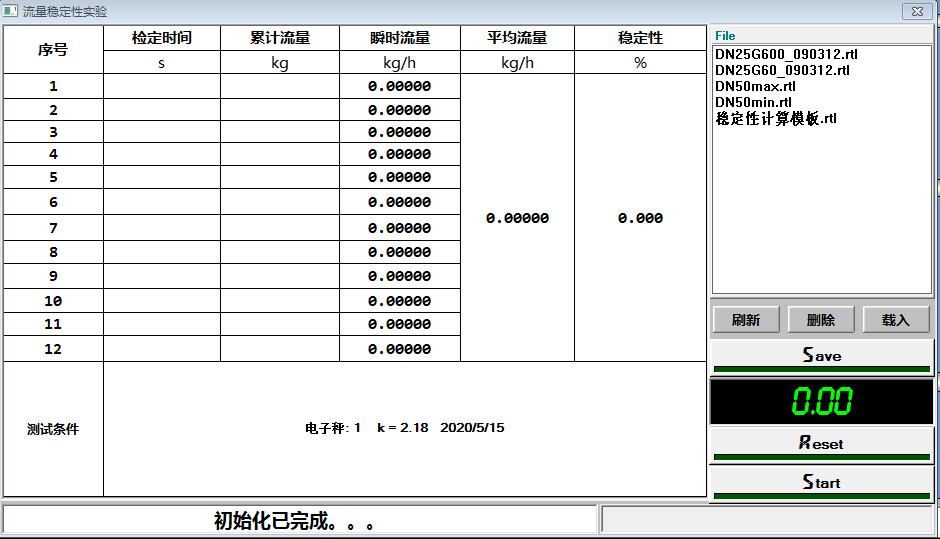
H. სტაბილურობის ტესტის შაბლონი
ამ ეკრანზე ნაკადის სტაბილურობის კალიბრაციის ხელშეწყობით, ავტომატურად გენერირდება შესაბამის მონაცემებს. მონაცემების ექსპორტი და შენახვა შესაძლებელია.
2.6.3.5კონტროლის პროგრამის შემუშავების პროგრამული უზრუნველყოფა
ზედა დონის (IPC) მართვის პროგრამული უზრუნველყოფა შემუშავებულია კონფიგურაციის პროგრამული უზრუნველყოფის გამოყენებით. ქვედა დონის (PLC) მართვის პროგრამა ინტეგრირებულია კონფიგურაციის პროგრამულ უზრუნველყოფაში. უზრუნველყოფს HMI-ს, სისტემის სტატუსის გრაფიკულ ანიმაციას, ინტუიციურ მართვას. გამოირჩევა კარგი აპარატურული თავსებადობით და ძლიერი ფუნქციებით. შემუშავებულია სწრაფად, მარტივი გამოსაყენებელი, მოსახერხებელი ინტერფეისით.
კალიბრაციის მონაცემთა დამუშავების პროგრამა შემუშავებულია Microsoft Office Excel VBA საკონტროლო კოდის გამოყენებით. Microsoft SQL Server მონაცემთა ბაზა ინახავს კალიბრაციის მონაცემებს. Excel-ზე დაფუძნებული ანგარიშგების სისტემა ავტომატურად წარმოქმნის ანგარიშებს და მართავს მონაცემებს.
რეალურ დროში მონაცემების ჩვენება, ავტომატური დამუშავება, შედეგებისა და ნედლი მონაცემების შენახვა ხელით გადამოწმებისთვის, რაც უზრუნველყოფს სიზუსტეს. ჩანაწერების მონაცემთა ბაზაში შენახვა შესაძლებელია მოთხოვნის, ბეჭდვის, შეცვლის, წაშლის მიზნით.
მონაცემთა კომუნიკაციის სერვისის პროგრამა, შემუშავებული VB 6.0 SP6-ის გამოყენებით სასწორებთან და სხვა ინსტრუმენტებთან კომუნიკაციისთვის.
პროგრამული უზრუნველყოფის განახლება და მოვლა: მომხმარებლისთვის მოსახერხებელი, მაღალი მოვლა-პატრონობის უნარით. უზრუნველყოფს უვადო განახლებებს სტანდარტების/რეგულაციების ცვლილებებთან ან მომხმარებლის საჭიროებებთან ადაპტაციისთვის.
2.7 ტექნიკური მომსახურების პროცედურები
2.7.1ძირითადი ტუმბოს მოვლა
2.7.1.1მკაცრად დაიცავით ტუმბოს მუშაობის პროცედურები ჩართვის, გაშვებისა და გამორთვისთვის. შეინახეთ მუშაობის ჩანაწერები.
2.7.1.2შეამოწმეთ საპოხი მასალა შეზეთვის წერტილებში თითოეული ცვლის მიხედვით სპეციფიკაციების შესაბამისად. მკაცრად დაიცავით ეს წესები.
2.7.1.3შეამოწმეთ საკისრის ტემპერატურა: ≤ გარემოს ტემპერატურა + 35°C; ლილვაკიანი საკისრის მაქსიმალური ტემპერატურა ≤75°C; სახელოს საკისრის მაქსიმალური ტემპერატურა ≤70°C. შეამოწმეთ ძრავის ტემპერატურის მატება ცვლაში.
2.7.1.4რეგულარულად შეამოწმეთ ლილვის დალუქვის გაჟონვა: შეფუთვის დალუქვის ადგილი ~10 წვეთი/წთ; მექანიკური დალუქვის ადგილი: გაჟონვა არ არის.
2.7.1.5მუშაობის დროს დააკვირდით ტუმბოს წნევას, ძრავის დენს (ნორმალური/სტაბილური). ყურადღება მიაქციეთ ხმაურს/დარღვევებს. პრობლემები დროულად მოაგვარეთ.
2.7.2კონტროლის სისტემის მოვლა-პატრონობა
2.7.2.1მართვის პანელი რეგულარულად გაწმინდეთ მტვერიდან მხოლოდ დენის გამორთვის შემდეგ.
2.7.2.2არ გამოიყენოთ დაწესებულების კომპიუტერი ინტერნეტისთვის ან სხვა არასაჭირო პროგრამებისთვის. რეგულარულად ჩაატარეთ ვირუსების სკანირება და განაახლეთ ანტივირუსული პროგრამა.
2.7.2.3ოპერაციული სისტემის ხელახლა ინსტალაციის შემთხვევაში, ჯერ შექმენით კალიბრირებული მონაცემების სარეზერვო ასლი, რათა თავიდან აიცილოთ მათი დაკარგვა.
2.7.2.4უზრუნველყავით სტაბილური კვების წყარო და მართვის სისტემის სუფთა გაყვანილობა.
2.7.3პნევმატური დამჭერი მოწყობილობის მოვლა
2.7.3.1ხანგრძლივი გამოყენების შემდეგ, გაპოხეთ დამაგრძელებელი მილი ძრავის ზეთით.
2.7.3.2ერთ მილსადენზე მუშაობისას, დახურეთ სხვა მილსადენებზე ჰაერის მიწოდების სარქველები, რათა თავიდან აიცილოთ სხვა დამჭერების დატვირთვა, რაც გავლენას მოახდენს მათი მომსახურების ვადაზე.
2.7.3.3სამუშაოს დაწყებამდე შეამოწმეთ ჰაერის მილები გაჭედვისა და გაჟონვის თვალსაზრისით. რეგულარულად გადაწურეთ მილებიდან დაგროვილი წყალი.
2.7.4წყლის ავზის მოვლა-პატრონობა
რეგულარულად გაწმინდეთ ავზი, შეცვალეთ წყალი ნარჩენების მიერ ტუმბოების დაზიანების თავიდან ასაცილებლად. ყოველწლიურად ან წყლის ხარისხის მიხედვით, ჩაატარეთ შიდა ანტიკოროზიული/ჟანგის საწინააღმდეგო დამუშავება.
2.7.5ჰაერის ელიმინატორის/ფილტრის მოვლა
მნიშვნელოვანია დეგაზაციისა და ფილტრაციისთვის. რეგულარულად გაწმინდეთ შიდა ფილტრის ელემენტი: მოხსენით ზედა შემაერთებელი ჭანჭიკები, გახსენით ზედა ფლანგი, ამოიღეთ ფილტრი, გაწმინდეთ ნარჩენები ბადედან, შეცვალეთ და ხელახლა ააწყვეთ ფლანგი.
2.7.6საკონტროლო ოთახისა და ტუმბოს ოთახის მოვლა-პატრონობა
2.7.6.1დარწმუნდით, რომ ოთახის ტემპერატურა/ტენიანობა აკმაყოფილებს მოთხოვნებს. შეინახეთ მშრალად და სუფთად.
2.7.6.2თავიდან აიცილეთ წყლის დაგროვება ტუმბოს ოთახში. რეგულარულად გაწმინდეთ.
2.7.6.3ელექტროშოკისა და დაზიანებების თავიდან ასაცილებლად, დასუფთავების, დალაგების ან შემოწმების წინ ყოველთვის გამორთეთ კვების წყარო.
შენიშვნა: დამოუკიდებელი დამხმარე აღჭურვილობა შეინარჩუნეთ მათი ინსტრუქციების შესაბამისად.
2.8 უსაფრთხოების ოპერაციული პროცედურები
2.8.1უსაფრთხოების შესახებ ცნობიერების ამაღლება. ცნობიერების ამაღლება ამცირებს უბედურ შემთხვევებს. ცნობიერების ამაღლება, საფრთხეების იდენტიფიცირება, უსაფრთხოების პროცედურების ცოდნა და განხორციელება უბედური შემთხვევების თავიდან აცილების ერთადერთი გზაა.
2.8.2არ დაარღვიოთ წესები. დარღვევა წინ უძღვის უბედურ შემთხვევებს; უბედური შემთხვევები კი დარღვევების შედეგია. მოხერხებულობის, სიჩქარის ან ძალისხმევის გამო წესების დარღვევის თავიდან აცილებამ შეიძლება კატასტროფა გამოიწვიოს. დარღვევები უნდა აღმოიფხვრას.
2.8.3ნამდვილად მიაღწიეთ „სამ პრინციპს, რომ არ დააზარალო“: ნუ დაიზიანებთ საკუთარ თავს; ნუ დააზიანებთ სხვებს; ნუ დააზიანებენ სხვები. ეს უსაფრთხოების მართვის ფუნდამენტური ფაქტორია.
2.8.4მკაცრად დაიცავით ობიექტის ყველა რეგულაცია. დარწმუნდით, რომ ყველა უსაფრთხოების საფრთხეს დანიშნული პასუხისმგებელი პირები ჰყავთ.
2.8.5ოპერატორებმა მუშაობის დაწყებამდე აუცილებლად უნდა გაიარონ ტრენინგი. სერტიფიცირებამდე, ოპერატორებმა საფუძვლიანად უნდა წაიკითხონ და გაიგონ ეროვნული ვერიფიკაციის რეგულაციები, კალიბრაციის სპეციფიკაციები და სახელმძღვანელოები.
2.8.6კალიბრაციის საშუალება სუფთა წყალია. ტუმბოსა და სტანდარტული მრიცხველის დაზიანებისა და უბედური შემთხვევების თავიდან ასაცილებლად, წყალი შეცვალეთ სიმღვრივის მიხედვით.
2.8.7სტაბილიზატორის ჭურჭელი წნევის ჭურჭელია. არ დაარტყათ და არ შეცვალოთ. მუშაობის დროს პერსონალი მოარიდეთ.
2.8.8MUT-ის დამონტაჟების/მოხსნისას, სტაბილურად მოათავსეთ. არასდროს ჩაყოთ თითები კონექტორებში და არ მოძებნოთ ხრახნების ნახვრეტები. დამონტაჟების/მოხსნისას გვერდებზე შუასადებები გეჭიროთ.
2.8.9მონტაჟის/გაშვების შემდეგ, კომპონენტების დაზიანების თავიდან ასაცილებლად, არ დაშალოთ ისინი ცალკე.
2.8.10არ შეცვალოთ კომპიუტერის ჰოსტი თვითნებურად. არასდროს გამოიყენოთ ინტერნეტისთვის ან სხვა პროგრამებისთვის. რეგულარულად შეამოწმეთ ვირუსები და განაახლეთ ანტივირუსი.
2.8.11არასდროს არ შეაერთოთ/გამორთოთ ნებისმიერი შემაერთებელი ტერმინალი ან შტეფსელი ცხელ მდგომარეობაში.
2.8.12არ წაშალოთ ოპერაციული სისტემის სარეზერვო ფაილები.
2.8.13შეკუმშული ჰაერის გამოყენებისას მუდმივად შეამოწმეთ სავენტილაციო სისტემები და დამცავი სარქველები, რათა თავიდან აიცილოთ სავენტილაციო სისტემების დაბლოკვა, რამაც შეიძლება გამოიწვიოს ჭარბი წნევა ავზებში/მილსადენებში.
2.8.14ჰაერის საქშენები მიმართეთ დაუსახლებელი ადგილების, მიწის ან ცისკენ. არასდროს მიმართოთ აღჭურვილობის, პერსონალის, ბილიკების ან შესასვლელებისკენ.
2.8.15გაწმენდის, დალაგების ან შემოწმების წინ ყოველთვის გამორთეთ კვების წყარო. ეს ხელს უშლის კომპონენტების მოდუნებას, ელექტროშოკს და დაზიანებას.
2.8.16ყოველდღიურად გამგზავრებამდე, ოპერატორებმა უნდა შეამოწმონ, გამორთულია თუ არა კარები/ფანჯრები და ელექტროენერგია, რათა უზრუნველყონ ობიექტის უსაფრთხოება.
2.9 სიხშირის გადამყვანის კარადის ექსპლუატაცია და მოვლა-პატრონობა
2.9.1გამოყენება: პირველ რიგში, შეამოწმეთ კარადა უჩვეულო ხმების/სუნის არსებობაზე. თუ ყველაფერი რიგზეა, ჩართეთ მთავარი მართვის წრედის გადამრთველი (ჩართვა). კარადაზე მწვანე ღილაკის (ჩართვა) ნათურა ანათებს, ვენტილატორი ირთვება, წითელი ღილაკის ნათურაც ანათებს. ახლა ტუმბოს ჩართვა/გამორთვის კონტროლი კომპიუტერის საშუალებით არის შესაძლებელი. ვოლტმეტრი აჩვენებს ~380 ვოლტს, ამპერმეტრი კი სამუშაო დენს.
2.9.2ტუმბოს გაშვება: უნდა გაუშვათ VFD რეჟიმში. ძრავის სიჩქარის შესაცვლელად გამოიყენეთ კომპიუტერული ინტერფეისი VFD გამომავალი სიგნალის დასარეგულირებლად.
2.9.3მუშაობის დროს არასდროს დააყენოთ VFD სიხშირე მაქსიმუმზე. შემომავალი დენი ძალიან მაღალია და შესაძლოა დააზიანოს აღჭურვილობა.
2.9.4გამორთვა: პირველ რიგში, კომპიუტერის მეშვეობით გამორთეთ ყველა ძრავა. შემდეგ დააჭირეთ კარადაზე არსებულ წითელ ღილაკს (გამორთვა), სანამ ყველა წითელი ინდიკატორი არ გაქრება. და ბოლოს, გამორთეთ მთავარი დენის ჩამრთველი.
2.9.5კარადაზე მექანიკური/ავტომატური შერჩევის ღილაკი და მექანიკური VFD/ხაზის სიხშირის გაშვების/გამორთვის ღილაკების ჯგუფები არ არის რეკომენდებული ნორმალური კალიბრაციისთვის. ისინი მხოლოდ აღჭურვილობის მოვლა-პატრონობისა და ტუმბოს გამართვისთვისაა განკუთვნილი.
თუ გამართვისთვის საჭიროა VFD პარამეტრების შეცვლა (პანელის მართვის რეჟიმში დაყენება), იხილეთ VFD სახელმძღვანელო.
2.9.6ელექტროგადამცემი კარადა და ტუმბოს ძრავები რეგულარულად უნდა შემოწმდეს პროფესიონალების მიერ. დაიცავით ელექტრო კომპონენტების პერიოდული შემოწმების პროცედურები. დროულად შეცვალეთ დაზიანებული ნაწილები. უზრუნველყავით ნორმალური მუშაობა. ოპერატორებმა უნდა დაიცვან პროცედურები. უზრუნველყავით პირადი უსაფრთხოება!
2.10 აღჭურვილობის შეკეთების სახელმძღვანელო
ეს სახელმძღვანელო განსაზღვრავს ობიექტის ტექნიკური მომსახურების ციკლებს, შინაარსს, მომსახურებას და პრობლემების მოგვარებას. ის ოპერატორებისა და ტექნიკური მომსახურების პერსონალისთვის საცნობაროა. წყაროები მოიცავს:
(1) სახელმძღვანელოებთან დაკავშირებული აღჭურვილობა;
(2) შესაბამისი ნაკადის გაზომვის რეგულაციები და სპეციფიკაციები;
(3) მექანიკური შეკეთებისა და პროცესის ტექნოლოგიის საცნობარო წიგნები.
2.10.1ტექნიკური მომსახურების ციკლი
მისი რეგულირება შესაძლებელია მდგომარეობის მონიტორინგისა და აღჭურვილობის სტატუსის მიხედვით.
ტექნიკური მომსახურების ციკლის ცხრილი:
| ტექნიკური მომსახურების ნივთი | ტექნიკური მომსახურების ტიპი | მცირე შეკეთება | კაპიტალური რემონტი |
| ცენტრიდანული ტუმბო | ველოსიპედით | 8~12 თვე | 12~24 თვე |
| ჰაერის კომპრესორი | ველოსიპედით | ||
| პროცესის აღჭურვილობა | ველოსიპედით | ||
| კონტროლის სისტემა | ველოსიპედით |
2.10.2ტექნიკური მომსახურებისა და შეკეთების შინაარსი
2.10.2.1ცენტრიდანული ტუმბო
ა. პრობლემების მოგვარება და შეკეთება
| პრობლემა | შესაძლო მიზეზი | წამალი |
| ტუმბო არ იწყება | კავშირი შეწყდა | შეამოწმეთ გაყვანილობა, საჭიროების შემთხვევაში შეასწორეთ |
| დაუკრავენ | შეცვალეთ დაუკრავენი | |
| ძრავის დაცვა გამოირთო | შეამოწმეთ დაცვის პარამეტრები, თუ არასწორია, გამოასწორეთ | |
| ძრავის დაცვა არ გადართვის, კონტროლის შეცდომა | შეამოწმეთ ძრავის დაცვის კონტროლი, გამოასწორეთ, თუ არასწორია | |
| ძრავა არ ირთვება/ძლიერად ირთვება | ძაბვა/სიხშირე მნიშვნელოვნად განსხვავდება სპეციფიკაციიდან | გააუმჯობესეთ კვების წყარო, შეამოწმეთ კაბელის განივი კვეთა |
| არასწორი ბრუნვის მიმართულება | ძრავის შეერთების შეცდომა | ორი ფაზის შეცვლა |
| მკვეთრი სიჩქარის დაკარგვა დატვირთვის ქვეშ | გადატვირთვა | გაზომეთ სიმძლავრე, გამოიყენეთ უფრო დიდი ძრავა ან შეამცირეთ დატვირთვა საჭიროების შემთხვევაში |
| ძაბვის ვარდნა | კაბელის განივი კვეთის გაზრდა | |
| ძრავის გუგუნი, მაღალი დენი | გრაგნილის დეფექტი | გაგზავნეთ ძრავა პროფესიონალურ შეკეთებაზე |
| როტორის ხახუნი | ||
| დაუკრავენი მყისიერად ხურდება / პროტელი ითიშება | მოკლე ჩართვა | მოკლე ჩართვის გასწორება |
| ძრავის მოკლე ჩართვა | გაგზავნეთ ძრავა პროფესიონალურ შეკეთებაზე | |
| გაყვანილობის შეცდომა | სწორი წრედი | |
| ძრავის დამიწების გაუმართაობა | გაგზავნეთ ძრავა პროფესიონალურ შეკეთებაზე | |
| ძრავის გადახურება (გაზომილი) | გადატვირთვა | გაზომეთ სიმძლავრე, გამოიყენეთ უფრო დიდი ძრავა ან შეამცირეთ დატვირთვა საჭიროების შემთხვევაში |
| ცუდი გაგრილება | გააუმჯობესეთ გაგრილების ჰაერის ნაკადი, გაწმინდეთ ვენტილატორები, საჭიროების შემთხვევაში დაამატეთ იძულებითი ვენტილატორი | |
| მაღალი გარემო ტემპერატურა | დარჩით დასაშვებ დიაპაზონში | |
| ფხვიერი კავშირი (ფაზის დაკარგვა) | ცუდი კონტაქტის გასწორება | |
| დაუკრავენ | მიზეზის პოვნა/გამოსწორება (იხილეთ ზემოთ), დაუკრავენის შეცვლა |
B. აღჭურვილობის მოვლა-პატრონობა: იგივეა, რაც განყოფილებაში2.7.1
2.10.2.3ტექნოლოგიური აღჭურვილობა (დამჭერები, გადამრთველები, სარქველები)
ა. პრობლემების მოგვარება და შეკეთება
| პრობლემა | შესაძლო მიზეზი | წამალი | |
| დამჭერი ძნელად დასაწყებად | დაბალი ჰაერის წნევა | შეამოწმეთ გაჟონვა, დაარეგულირეთ რეგულატორი/საპოხი მასალა | |
| არასაკმარისი დამჭერი ძალა | |||
| სამონტაჟო პოზიცია არასტაბილურია | მექანიკური სარქველი სრულად არ მუშაობს | ||
| მილის ცუდი შეზეთვა | ზეთის დამატება ცილინდრის ჰაერის შესასვლელიდან | ||
| ცილინდრი დაზიანებულია | შემოწმება და ჩანაცვლება | ||
| დამჭერის სიჩქარე ძალიან მაღალი/ნელია | დაბალი ჰაერის წნევა | შესასვლელი დროსელის სარქვლის რეგულირება | |
| მაღალი ჰაერის წნევა | შესასვლელი დროსელის სარქვლის რეგულირება | ||
| ცილინდრი დაზიანებულია | შემოწმება და ჩანაცვლება | ||
| გადამრთველის გაშვება რთულია | დაბალი ჰაერის წნევა | შეამოწმეთ გაჟონვა, დაარეგულირეთ რეგულატორი/საპოხი მასალა | |
| ნელი გადართვის სიჩქარე | |||
| გადართვის პოზიცია მიღწეული არ არის | სოლენოიდური სარქვლის შემოწმება, შეკეთება | ||
| შესასვლელი მილის ცუდი შეზეთვა | ზეთის დამატება ცილინდრის ჰაერის შესასვლელიდან | ||
| ცილინდრი დაზიანებულია | შემოწმება და ჩანაცვლება | ||
| გადამისამართებელი დროის სხვაობა სპეციფიკაციებს სცილდება | მარცხენა/მარჯვენა გადართვა არ არის სინქრონული | სოლენოიდური სარქვლის გამოსასვლელი პორტების რეგულირება | |
| ფოტოელექტრული ფარი სწორად არ არის განთავსებული | ფარის პოზიციის შემოწმება და რეგულირება | ||
| სარქვლის გაშვება რთულია | დაბალი ჰაერის წნევა | შეამოწმეთ გაჟონვა, დაარეგულირეთ რეგულატორი/საპოხი მასალა | |
| ნელი გადართვის სიჩქარე | |||
| აქტივატორის ცილინდრიდან ჰაერი ჟონავს | ბეჭდების შეცვლა | |
| სოლენოიდური სარქველი არ მუშაობს | შემოწმება და შეკეთება |
B. აღჭურვილობის მოვლა-პატრონობა: თითოეული სექციის მიხედვით2.7.3 და2.8.13.
2.10.2.4კონტროლის სისტემა
ა. პრობლემების მოგვარება და შეკეთება
| პრობლემა | შესაძლო მიზეზი | წამალი |
| კომპიუტერის გაუმართაობა | კომპიუტერი არ მუშაობს | შემოწმება და შეკეთება |
| კაბელი ღიაა ან ცუდი კონტაქტია | კაბელის შემოწმება და შეცვლა | |
| ტერმინალი ღიაა ან ცუდი კონტაქტია | ტერმინალის შეცვლა | |
| დაზიანებულია სისტემის პროგრამული უზრუნველყოფა | ხელახლა დააინსტალირეთ სისტემა ჩვენთვის შეტყობინების შემდეგ | |
| ინსტრუმენტის მონაცემები არ არის | ინსტრუმენტ-მართვის კაბინის კავშირი ღია/ცუდია | შეამოწმეთ გაყვანილობა და დაუკრავენები შეცვალეთ ტერმინალი ან დაუკრავენი გადამცემის შეცვლა |
| ტემპერატურის/წნევის ჩვენება არ არის | ტემპერატურის/წნევის Tx-კონტროლის კაბინა ღია/ცუდად მუშაობს | |
| სიგნალის დენის გაუმართაობა | კვების მოდული ან კაბელი გაუმართავია | მოდულის ან კაბელის შეცვლა |
| მართვის კაბინა რეაგირებას არ ახდენს | დაზიანებულია მართვის კაბინის პორტი ან კაბელი | კაბინის ტერმინალის ან კაბელის შეცვლა |
- კონტროლის სისტემის მოვლა-პატრონობა:
- დენის წყაროს გათიშვის შემთხვევაში, მართვის კარადიდან მტვრის რეგულარული მოცილება მკაცრად უნდა მოხდეს.
- არ გამოიყენოთ ამ მოწყობილობის კომპიუტერი ინტერნეტთან წვდომისთვის ან არ დააინსტალიროთ სამუშაოსთან დაკავშირებული პროგრამები; დროულად ჩაატარეთ ვირუსების სკანირება და განაახლეთ ანტივირუსული პროგრამა.
- სისტემის ხელახლა ინსტალაციის შემთხვევაში, უზრუნველყავით კალიბრირებული მონაცემების სარეზერვო ასლის შექმნა, რათა თავიდან აიცილოთ ვერიფიკაციის მონაცემების დაკარგვა.
- უზრუნველყავით სტაბილური კვების წყარო და შეუფერხებელი წრედები მართვის სისტემისთვის.
- რეგულარულად შეამოწმეთ სიგნალის სადენები მართვის კარადის შემავალი/გამომავალი პანელზე. ნებისმიერი ფხვიერი შეერთება ბრტყელთავიანი ხრახნით გამკაცრეთ.
- პერიოდულად შეამოწმეთ, ნორმალურად ბრუნავს თუ არა მართვის პანელზე არსებული გადამრთველები/სახელურები. თუ სრიალებს, შეამოწმეთ, ხომ არ არის მოშვებული სამაგრი ხრახნები და გამკაცრეთ ისინი; დაზიანების შემთხვევაში შეცვალეთ.
- ყოველთვიურად გაწმინდეთ სტატიკური ელექტროენერგია დამიწების გაჟონვის ამომრთველიდან (ELCB).
2.10.2.5სატესტო გაშვება და მიღება
ა. ტესტირების წინა მომზადება: დაადასტურეთ შეკეთების დასრულება, ხარისხი, ჩანაწერები; ადგილის გაწმენდა; ინსტრუმენტების/კონტროლის/საკეტების გამართვა; ზეთის სისტემის შევსება; ჰაერის სისტემის ვენტილაცია/დრენაჟი; ელექტრო სისტემის შეკეთება/ენერგიის მიწოდება; ხელსაწყოების მზადყოფნა.
B. სატესტო გაშვება: ტესტი დატვირთვის გარეშე; ზეთის/წყლის/ჰაერის/ელექტროენერგიის/ინსტრუმენტული სისტემების გამართულად მუშაობის დადასტურება; მიღებამდე 72 საათის განმავლობაში პრობლემების გარეშე მუშაობა; მიღებას ხელს აწერს შესაბამისი პერსონალი.